
Abstract
Controlling and predicting the narrow particle size distribution of metatitanic acid could help to improve pigment and application performances of TiO2. To prepare metatitanic acid with narrow particle size distribution, the hydrolysis conditions of industrial TiOSO4 solution were optimized by using the response surface methodology of Box-Behnken design method. The effects of hydrolysis conditions such as TiO2 concentration, aging time and hydrolysis time on the diameter distance ratio and structure of metatitanic acid were investigated. The prediction model including the hydrolysis variables with good fitting result was established to predict the diameter distance ratio or optimize the hydrolysis variable values. The regression equation model was significant and reliable with actual correlation coefficient R2 of 0.9989. The hydrolysis conditions greatly influenced the quality and quantity of hydrolysis induced crystal nucleus, hydrolysis rate, completeness degree of hydrolysis, crystallization growth and aggregation rate, and eventually affected the particle size distribution of metatitanic acid. The synergistic interaction for TiO2 concentration and hydrolysis time was very significant. The verification experiments confirmed that the diameter distance ratio could reach the average value of 1.100 under the optimal conditions. The prepared metatitanic acid had anatase TiO2 phase structure, with average particle size of 1.621–1.819 µm. And this helped to improve the high quality and green development of the titanium dioxide industry.
Similar content being viewed by others

Introduction
Titanium dioxide (TiO2) was renowned for its excellent physicochemical properties and optical properties, and was widely used in many fields such as coatings, plastics, rubber, chemical fibers, inks, papermaking, food and pharmaceuticals, and its market average compound annual growth rate was about 3%1,2,3,4. The sulfate process and the chloride process were the two industrial production methods for titanium dioxide. The titanium dioxide production capacity of China ranked the first in the world, accounting for more than half of the world's total production capacity, mainly using the sulfate process to produce titanium dioxide. The composition and structure of a product determined its performances and applications. Titanium dioxide had properties of high refractive index and almost no absorption of visible light, and the optical properties of TiO2 mainly depended on its degree of visible light scattering and absorption. The light scattering mainly depended on the particle size and its distribution of TiO2, as well as the particle shape. Due to the small light absorption of pure rutile TiO2 in the visible light range, in actual production, light absorption mainly depended on the content of colored impurities in TiO2. If the content of colored elements (such as iron) was controlled within a narrow range, the optical properties of TiO2 would be determined by the size of light scattering. The higher the scattering efficiency was, the better the optical properties was, such as achromatic power, covering power, whiteness, and so on5,6,7. Therefore, appropriate particle size for the TiO2 particles were needed to better exhibit their excellent optical properties, and too small or too large particle size would affect their pigment performances and applications8,9,10. The particle size and its distribution for the TiO2 depended on the particle size of hydrolyzed metatitanic acid (abbreviated as MA), salt treatment formula, calcination temperature, and the hydrolysis conditions had the greatest impacts on the particle size distribution of MA. The hydrolysis process was the core of titanium dioxide production by the sulfate process method, and the quality of MA was the core determining the quality of titanium dioxide, and its particle size and distribution were the basis of titanium dioxide particle size11,12,13,14. The hydrolysis conditions, kinetics and process operation parameters had important effects on the particle size distribution of hydrolyzed MA and titanium dioxide, ultimately affecting the structure, properties and applications of the products15,16,17,18,19,20,21. The particle size distribution measurement for MA and titanium dioxide, crystal size and light reflectance were investigated widely22,23,24,25. The controllable preparation of narrow particle size distribution MA was one of the important directions for the high-quality development of the future titanium dioxide industry.
Response surface methodology (RSM) was a mathematical modeling tool that could be used for obtaining optimal operation parameters through variance analysis, regression analysis, and model optimization, it had been used to optimize conditions for synthesis of TiO2 nanoparticles for dye-sensitized solar cell26, acid hydrolysis optimization of pomegranate peels waste27, optimization of AlN hydrolysis28, enzymatic hydrolysis of soybean concentrated phospholipid29. Using RSM to conduct statistical experimental designs was an efficient approach to implement experimental research, which could set the basic range of variables, and Box Behnken design (BBD) was one of the effective tools30.
With the development of social economy, resource conservation was the fundamental aspect of industrial technological innovation. Due to the limited availability of resources, improving product quality to reduce resource consumption was an inevitable requirement for the high-quality and green development of the titanium dioxide industry. Narrow particle size distribution of TiO2 could help to improve pigment and application performances of TiO2, using less TiO2 with narrow particle size distribution could achieve the same application effect, thereby reducing the TiO2consumption amount and saving TiO2 resources. And the particle size distribution of TiO2 pigment was directly determined by the particle size and distribution of MA. It was particularly important to explore the effect of hydrolysis conditions on the particle size distribution of metatitanic acid by using BBD, investigate the synergic interactions between hydrolysis conditions, explore the intrinsic influencing laws of particle size distribution of MA, and obtain the optimized hydrolysis conditions for preparing metatitanic acid with narrow particle size distribution. And this was one of the effective ways to improve the quality of titanium dioxide.
Experimental
To explore the effects of hydrolysis conditions on the diameter distance ratio of particle size distribution for the MA, the hydrolysis conditions for the industrial TiOSO4 solution were optimized by using the BBD and RSM methods, and the three main factors (TiO2 concentration of TiOSO4 solution (X1), aging time (X2) and hydrolysis time (X3)) were chosen to construct the experimental design as the function variables. Using the low concentration industrial TiOSO4 solution as raw material, the hydrolysis was carried out in a four port round bottom flask with heating, stirring and condensation reflux by the in-situ nucleation hydrolysis method, putting in an electric heating jacket with magnetic stirring and temperature control. The TiO2 concentration of TiOSO4 solution was adjusted to a certain mass concentration (165 g/L, 175 g/L, 185 g/L), with the F value of 1.79 (mass concentration ratio of combined sulfuric acid with titanium and free sulfuric acid to TiO2), Fe/TiO2 ratio of 0.30 (mass concentration ratio of Fe to TiO2), Ti3+ concentration of 1.89 g/L. The reagents used to adjust the index of industrial TiOSO4 solution, such as H2SO4, NaOH, were all analytical grade. And the experimental water was deionized water.
The typical hydrolysis was conducted as the following procedure. The pre-adding deionized water with some volume ratio as to industrial TiOSO4 solution was added to the flask, and was heated and maintained at 96 °C, maintaining the TiO2 concentration of the hydrolysis system at 150 g/L. The industrial TiOSO4 solution was also heated at 96 °C and then added into the flask in 20 min by the peristaltic pump (BT100-1L, Langer, China). Then the hydrolysis system was uniformly mixed and heated up to the first boiling point, keeping a slightly boiling state. When the hydrolysis slurry turned into gray color, started the ageing stage by stopping heating and stirring for a certain aging time (20 min, 25 min, 30 min). After aging, the hydrolysis slurry was again heated to the second boiling point, and also keeping in slightly boiling state. The hydrolysis reaction was stopped for a certain hydrolysis time (2 h, 2.5 h, 3 h) after the second boiling point. When the hydrolysis slurry was cooled to 80 °C, it was filtered and washed with deionized water at 65 °C, with 4 times volume ratio as to industrial TiOSO4 solution, then obtained filter cake as wet MA. And the MA powders were obtained by grinding after drying the wet MA at 100 °C for 6 h.
The particle size distribution (PSD) of the wet MA samples was determined by a Malvern particle size analyzer (Mastersizer 2000, Malvern). And the diameter distance ratio (Y) could be calculated by Eq. (1).
The crystal structure for the MA powder samples were determined by an X-ray diffractometer (X′ Pert3 Powder, PANalytical), and the anatase grain size L(101) for crystal plane (101) was calculated according to the Scherrer equation. The morphologies for the MA powder samples were observed by a scanning electron microscopy (Zeiss EVO 18, Germany).
Results and discussions
The three factors (TiO2 concentration of TiOSO4 solution (X1), aging time (X2) and hydrolysis time (X3)) which had significant impacts on the diameter distance ratio were treated as independent variables, the diameter distance ratio (Y) was taken as the response value, and the factors and levels of BBD tests were shown in Table 1. The experimental accuracy and the impacts of experimental errors on the variance analysis was ensured through precise control of experimental conditions, consistency in operation and subsequent processing, consistency and stability in testing conditions, and 17 experiments were set up. Conducted the experiments according to the hydrolysis conditions as listed in Table 2, the experimental values, predicted values and particle size distribution for MA were also shown in Table 2.
Based on the results for the diameter distance ratio (Y) (Table 2), the coded regression relationship between diameter distance ratio and hydrolysis conditions (X1, X2, X3) could be written as the following coded Eq. (2).
The absolute values of the coefficients in Eq. (2) indicated the magnitude of the influence of each factor on the value of diameter distance ratio, and the positive or negative values of the coefficients indicated the positive or negative effects of the influence. It could be seen that the influence order was X1 > X2 > X3, that was, TiO2 concentration > aging time > hydrolysis time.
The actual empirical relationship could also be written as the following Eq. (3) represented by actual values. This could not only predict the corresponding diameter distance ratio based on the equation resulting from the values of the hydrolysis conditions, but also could optimize the corresponding values of the hydrolysis conditions by presetting the diameter distance ratio value.
The average particle size (DAV) for the MA samples in Table 2 ranged from 1.621 to 1.819 µm, D50 ranged from 1.604 to 1.784 µm, and the diameter distance ratio ranged from 1.101 to 1.235, indicating a relatively narrow particle size distribution for the MA particles.
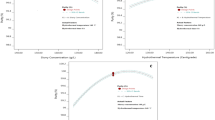
The effects of each hydrolysis condition were shown in Fig. 1a, b and c.
When fixing the aging time at 25 min and hydrolysis time at 2.5 h, with the TiO2 concentration of TiOSO4 solution increasing, the diameter distance ratio showed increasing first and then decreasing, as showed in Fig. 1a. The TiO2 concentration mainly affected the initial nucleation quantity, hydrolysis rate, crystallizing growth and aggregating rate of MA. As the TiO2 concentration increased, the more MA crystals were generated was, the greater the aggregation situation was, leading to an increase in aggregation states of different size particles, thereby increasing the diameter distance ratio value of MA. When the TiO2 concentration exceeded 175 g/L, there were sufficient crystalline particles in the hydrolysis system to induce the growth and aggregation of MA particles, adjusting the uniformity of the aggregated particles and gradually reducing the diameter distance ratio value of MA. In addition, as the TiO2 concentration increased, the particle size of MA particles gradually decreased, which helped to reduce the diameter distance ratio value of particle size distribution. These combined effects showed that there was an appropriate TiO2 concentration for the narrower diameter distance ratio. The TiO2 concentration had the greatest impact on the diameter distance ratio value, indicating that the effects of this factor were obviously larger than the other two, and this could also be verified by the minimum P value (P < 0.0001) of this factor in the analysis of variance table.

Effects of hydrolysis conditions on the diameter distance ratio (a) Aging time at 25 min, hydrolysis time at 2.5 h; (b) TiO2 concentration at 175 g/L, hydrolysis time at 2.5 h; (c) TiO2 concentration at 175 g/L, aging time at 25 min.
When fixing the TiO2 concentration at 175 g/L and hydrolysis time at 2.5 h, with the aging time increasing, the diameter distance ratio showed decreasing first and then increasing, as showed in Fig. 1b. The aging time mainly affected the number of hydrolysis induced crystal nucleus and the particle size distribution of MA. As the temperature of the hydrolysis system decreased, the reaction rate decreased, and the number of new crystal nuclei decreased, the particle size of MA aggregated particles could be adjusted. When the aging time was too short, the number of induced crystal seeds in the hydrolysis system was relatively small, and its size distribution was uneven, resulting in a wider particle size distribution and a larger diameter distance ratio of the formed primary agglomerate particles for MA. When the aging time was too long, as the growth and aggregation of induced crystal seeds were formed in the later stage, it would also lead to a wider particle size distribution and a larger diameter distance ratio for the MA particles. The effect of aging time on the diameter distance ratio was second only to the TiO2 concentration of TiOSO4 solution, as shown in Fig. 1b.
When fixing the TiO2 concentration at 175 g/L and aging time at 25 min, with the hydrolysis time increasing, the diameter distance ratio showed decreasing first and then increasing, as showed in Fig. 1c. The hydrolysis time mainly affected the completeness degree of hydrolysis, the particle size and its distribution of MA. The hydrolysis time was relatively short, and the hydrolysis yield of the system was low, and there was still some un-hydrolyzed TiOSO4 solution. After the latter hydrolysis, due to the inconsistent secondary nucleation and incomplete adjustment of the particle size of precipitated MA particles, the size distribution of MA aggregated particles was wide, and the particle diameter distance ratio increased. When the hydrolysis time was too long, although the hydrolysis yield of the TiOSO4 solution increased, the corresponding hydrolysis temperature increased, causing changes in the nucleation and growth of MA, resulting in inconsistent grain growth, and ultimately widening the aggregated particle size distribution of MA and increasing the diameter distance ratio value. Adjusting the appropriate hydrolysis time would help the reaction to proceed more thoroughly and adjust the particle size distribution of MA.
The experimental diameter distance ratio and predicted values were showed in Table 2 and Fig. 2. The predicted values were highly consistent with the experimental values, with the correlation coefficient R2 of 0.9989, as showed in Table 3. The adjusted correlation coefficient (R2adj = 0.9976) for the diameter distance ratio was very close to the correlation coefficient R2, which further proved the high consistency between predicted values and experimental data. As the predicted R2pred with the value of 0.9853 was also highly consistent with R2adj (0.9976), which also proved that the regression equation model was significant and reliable. The perturbation plot (Fig. 3) indicated that the influence factors of X1, X2, X3 on diameter distance ratio showed a curve effect, and from the variation amplitude and steepness of the perturbation plot, it could be seen that the influence of diameter distance ratio was greatest for factor X1, followed by factor X2, and the smallest for factor X3, consistent with the previous variance analysis results (Table 3).

Predicted diameter distance ratio vs actual values.

Perturbation plot for the diameter distance ratio.
The impacts of these hydrolysis condition factors and their interactions on the diameter distance ratio could be determined through the variance analysis (Table 3). The F value was of 735.95, implying that the regression model was extremely remarkable, indicating that the differences in hydrolysis condition factors were very significant. The P value of the variance analysis (P < 0.0001) was much smaller than 0.01, showing that the significance level of the regression model was very high. The main hydrolysis condition factors (X1, X2 and X3) had very significant impacts on the diameter distance ratio (P < 0.01), and the interaction for X1X3 had very significant impacts (P < 0.01), while the other two interactions for X1X2 and X2X3 were not significant (P > 0.05). The P values of quadratic terms such as X12, X22 and X32 were all less than 0.0001, also had very significant impacts on the experimental diameter distance ratio (P < 0.01). The correlation coefficient R2 of the regression model between the predicted values and the experimental diameter distance ratios was very close to 1, indicating an excellent correlation between them. And the C. V. value was of 0.1971%, which was very low, indicating that the experimental values were reliable.
The 3D diagrams and contours of the RSM were showed in Fig. 4, which could be clearly seen that under the optimal conditions, the synergistic interactions between the hydrolysis conditions and the diameter distance ratio, as well as the range of values for each factor. All the 3D diagrams were steep and concave, indicating they had synergistic impacts on the diameter distance ratio, with the smallest diameter distance ratio value. The closed ellipse of contour line for the hydrolysis factors indicated that they had synergetic interaction, and the effects of synergetic interaction between TiO2 concentration and hydrolysis time were the largest, consistent with the variance analysis results. The interaction between the three hydrolysis conditions determined the quality and quantity of hydrolysis induced crystal nucleus, hydrolysis rate, completeness degree of hydrolysis, simultaneously affected crystallizing growth and aggregation of MA, changed the aggregation state of metatitanic acid grains, primary agglomerates, and secondary aggregates, finally determined the particle size distribution and diameter distance ratio of MA. Controlling and optimizing hydrolysis conditions could help to obtain metatitanic acid with narrow diameter distance ratio. When TiO2 concentration was of 175 g/L, aging time was of 25 min, and hydrolysis time was of 2.5 h, the experimental minimum value of diameter distance ratio reached 1.101.

Response surface plots and contour lines of interaction factors on the diameter distance ratio.
By stepwise regression of the obtained model equation, the predicted minimum diameter distance ratio value (1.100) and its corresponding optimal hydrolysis reaction conditions could be obtained as the following, the TiO2 concentration was of 177.181 g/L, aging time was of 23.911 min and hydrolysis time was of 2.691 h. For the convenience of experimental operations of hydrolysis conditions, TiO2 concentration of the validation experiment was adjusted to 177.2 g/L, aging time was adjusted to 23.9 min, and hydrolysis time was adjusted to 2.69 h. The verification tests results for the diameter distance ratio were listed in Table 4, and the average diameter distance ratio was of 1.100. The diameter distance ratio values in the verification test were very close, with a relative average standard deviation of only 0.14%, and the relative deviation between the verification value and the predicted value was also only 0.03%. It could be seen that the predicted values were highly consistent with the experimental data, which further proved the reliability of the predictive regression model.
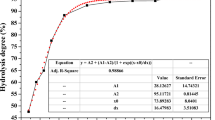
The XRD patterns for the obtained MA sample 18# and sample 19# were shown in Fig. 5. The patterns of the two samples showed little difference, clearly agreeing with the main diffraction peaks of the standard anatase phase (JCPDS 21-1272), indicating that the MA particles had a crystal structure of anatase TiO2. This was due to the presence of a large amount of SO42− ions in the hydrolysis system, which could easily promote the crystal structure of anatase TiO2. According to Scherrer formula, the calculated grain size of anatase face (101) for the MA samples was 22.4 nm for sample 18# and 22.8 nm for sample 19#, consistent with the slight difference in diffraction spectrum results.

XRD patterns for the obtained metatitanic acid.
The SEM photographs for the obtained MA sample 18# and sample 19# were shown in Fig. 6. The MA samples mainly existed in the form of aggregated particles, which were clearly composed of smaller particles. The particle size distribution for the MA particles ranged from tens of nanometers to 1 μm. The size of dispersed smaller particles was less than 100 nm, and the smaller agglomerate particles were composed of the MA crystals. The difference in particle size between sample 18# and sample 19# was small, consistent with the results of particle size distribution and the value of diameter distance ratio. And the secondary nucleation promoted the formation of crystal clusters, then formed the primary agglomerates through surface nucleation, and lastly formed the micron aggregates by physical forces31.

SEM photographs for the obtained metatitanic acid.
Conclusions
The hydrolysis conditions on the diameter distance ratio for the metatitanic acid samples were optimized by using RSM of BBD method. The effects of hydrolysis conditions such as TiO2 concentration of TiOSO4 solution, aging time and hydrolysis time on the diameter distance ratio were deeply analyzed and explored. The hydrolysis conditions mainly influenced the quality and quantity of hydrolysis induced crystal nucleus, hydrolysis rate, completeness degree of hydrolysis, crystallization growth and aggregation rate of MA, and ultimately affect the particle size and its distribution of MA. By utilizing the structural characteristics of MA particles and the influences of hydrolysis conditions, adjusting the hydrolysis condition parameters could obtain narrow particle size distribution of MA with a small diameter distance ratio. The BBD experimental design was used to create regression equations for the hydrolysis conditions and conduct variance analysis, the actual and predicted results indicated that it was applicable, and the correlation coefficient was very high (R2 = 99.89%). The relevant analysis and processing also verified the adequacy and effectiveness of the prediction model for the diameter distance ratio of MA, indicating that the regression model had high significance and confirmed the reliability of the experimental operation. The synergistic interaction for TiO2 concentration and hydrolysis time was very significant. Through regression analysis and optimization, under the optimal hydrolysis conditions, the diameter distance ratio of the validation experiments could reach the average value of 1.100, and this further verified the reliability and accuracy of the established predictive regression model. The MA particles had a crystal structure of anatase TiO2 phase, and its aggregated particle size reached micrometer level or above. The TiO2 concentration of TiOSO4 solution had the greatest impact on the diameter distance ratio of MA particles, and adjusting the appropriate hydrolysis conditions could obtain MA with extremely small diameter distance ratios.
Data availability
Data is provided within the manuscript.
References
Braun, J. H., Baidins, A. & Marganski, R. E. TiO2 pigment technology—A review. Prog. Org. Coat. 20(2), 105–138. https://doi.org/10.1016/10.1016/0033-0655(92)80001-D (1992).
Cui, W. et al. A sol-gel route to prepare CeOx dot-decorated TiO2 pigment with improved weatherability. Mater. Today Commun. 31, 103752. https://doi.org/10.1016/j.mtcomm.2022.103752 (2022).
Chen, X. & Mao, S. S. Titanium dioxide nanomaterials: Synthesis, properties, modifications, and applications. Chem. Rev. 107, 2891–2959. https://doi.org/10.1021/cr0500535 (2007).
George, J., Manikuttan, P. K. & Shaju, I. K. High silica-alumina-coated TiO2 pigment with improved dry hiding for flat paints. J. Coat. Technol. Res. 19(6), 1665–1672. https://doi.org/10.1007/s11998-022-00638-6 (2022).
Glen, M. & Grzmil, B. Pigmentary properties of rutile TiO2 modified with cerium, phosphorus, potassium, and aluminium. Chem. Pap. 67(11), 1386–1395. https://doi.org/10.1007/10.2478/s11696-013-0396-7 (2013).
Glen, M., Grzmil, B., Srenscek-Nazzal, J. & Kic, B. Effect of CeO2 and Sb2O3 on the phase transformation and optical properties of photostable titanium dioxide. Chem. Pap. 65(2), 203–212. https://doi.org/10.2478/s11696-010-0103-x (2011).
Kapilashrami, M., Zhang, Y. F., Liu, Y. S., Hagfeldt, A. & Guo, J. H. Probing the optical property and electronic structure of TiO2 nanomaterials for renewable energy applications. Chem. Rev. 114(19), 9662–9707. https://doi.org/10.1021/cr5000893 (2014).
Tang, H., Prasad, K., Sanjines, R., Schmid, P. E. & Levy, F. Electrical and optimal properties of TiO2 anatase thin-films. J. Appl. Phys. 75(4), 2042–2047. https://doi.org/10.1063/1.356306 (1994).
Zhao, Y. et al. Synthesis and optical properties of TiO2 nanoparticles. Mater. Lett. 61(1), 79–83. https://doi.org/10.1016/j.matlet.2006.04.010 (2007).
Solanki, V. et al. Size-dependent optical properties of TiO2 nanostructures. Radiat. Effects Defects Solids 168(7–8), 79–83. https://doi.org/10.1080/10420150.2013.777444 (2013).
Santacesaria, E., Tonello, M., Storti, G., Pace, R. C. & Carra, S. Kinetics of titanium-dioxide precipitation by thermal hydrolysis. J. Colloid Interface Sci. 111(1), 650–658. https://doi.org/10.1016/0021-9797(86)90005-6 (1986).
Chen, X. Q., Shen, W. H. & Liu, H. B. Particle size control of nanocrystalline anatase TiO2 synthesized by hydrolysis of titanyl organic compounds. Chem. Eng. Technol. 31, 1730–1734. https://doi.org/10.1002/ceat.200800377 (2008).
Zhang, Y., Fang, Z. Z., Sun, P., Huang, Z. & Zheng, S. L. A study on the synthesis of coarse TiO2 powder with controlled particle sizes and morphology via hydrolysis. Powder Technol. 393, 650–658. https://doi.org/10.1016/j.powtec.2021.08.014 (2021).
Kim, K. D. & Kim, H. T. Synthesis of TiO2 nanoparticles by hydrolysis of TEOT and decrease of particle size using a two-stage mixed method. Powder Technol. 119(2–3), 164–172. https://doi.org/10.1016/S0032-5910(00)00420-4 (2001).
Zeatoun, L. & Feke, D. Characterization of TiO2 smoke prepared using gas-phase hydrolysis of TiCl4. Part. Part. Syst. Charact. 22(4), 276–281. https://doi.org/10.1002/ppsc.200500947 (2006).
Tian, C. X. Internal influences of hydrolysis conditions on rutile TiO2 pigment production via short sulfate process. Mater. Res. Bull. 103, 83–88. https://doi.org/10.1016/j.materresbull.2018.03.025 (2018).
Tian, C. X., Huang, S. H. & Yang, Y. Anatase TiO2 white pigment production from unenriched industrial titanyl sulfate solution via short sulfate process. Dyes Pigments 96(2), 609–613. https://doi.org/10.1016/j.dyepig.2012.09.016 (2013).
Mahshid, S., Askari, M. & Ghamsari, M. S. Synthesis of TiO2 nanoparticles by hydrolysis and peptization of titanium isopropoxide solution. J. Mater. Process. Technol. 189(1–3), 296–300. https://doi.org/10.1016/j.jmatprotec.2007.01.040 (2007).
Tian, C. X. Effects of structural factors of hydrated TiO2 on rutile TiO2 pigment preparation via short sulfate process. Sci. Rep. 10(1), 7999. https://doi.org/10.1038/s41598-020-64976-4 (2020).
Tian, C. X. & Chen, H. Hydrolysis kinetics of low-concentration industrial TiOSO4 solution and structural evolution of metatitanic acid. ACS Omega 8(38), 34826–34833. https://doi.org/10.1021/acsomega.3c04035 (2023).
Manzo-Robledo, A. et al. Photoelectrochemical properties of sol–gel synthesized titanium dioxide nano-particles using different acids: X-ray photoelectron spectroscopy reveals the induced effect of hydrolysis precursor. Mater. Sci. Semicond. Process. 31, 94–99. https://doi.org/10.1016/j.mssp.2014.11.020 (2015).
Tian, C. X. Particle size distribution for metatitanic acid by photon correlation spectroscopy. Mater. Chem. Phys. 232, 409–413. https://doi.org/10.1016/j.matchemphys.2019.05.006 (2019).
Theissmann, R. et al. Comparative electron microscopy particle sizing of TiO2 pigments: Sample preparation and measurement. Beilstein J. Nanotechnol. 15, 317–332. https://doi.org/10.3762/bjnano.15.29 (2024).
Jalava, J. P., Taavitsainen, V. M., Haario, H. & Lamberg, L. Determination of particle and crystal size distribution from turbidity spectrum of TiO2 pigments by means of T-matrix. J. Quant. Spectrosc. Radiat. Transf. 60(3), 399–409. https://doi.org/10.1016/S0022-4073(98)00015-6 (1998).
Song, J. R. et al. The effects of particle size distribution on the optical properties of titanium dioxide rutile pigments and their applications in cool non-white coatings. Sol. Energy Mater. Sol. Cells 130, 42–50. https://doi.org/10.1016/j.solmat.2014.06.035 (2014).
Zainudin, S. N. F., Markom, M., Abdullah, H., Adami, R. & Tasirin, S. M. Optimized synthesis and photovoltaic performance of TiO2 nanoparticles for dye-sensitized solar cell. Particuology 11(6), 276–281. https://doi.org/10.1016/j.partic.2012.07.010 (2013).
Saleem, A. et al. Acid hydrolysis optimization of pomegranate peels waste using response surface methodology for ethanol production. Biomass Convers. Biorefinery 12(5), 1513–1524. https://doi.org/10.1007/s13399-020-01117-x (2022).
Dong, L. M. et al. Optimization of AlN hydrolysis in aluminum dross based on response surface methodology and reaction kinetics. J. Central South Univ. 30(9), 2993–3005. https://doi.org/10.1007/s11771-023-5444-z (2023).
Liang, S. H., Liu, Y. M., Meng, Y. N. & Sun, C. Two-stage enzymatic hydrolysis of soybean concentrated phospholipid to prepare glycerylphosphorylcholine: Optimized by response surface methodology. J. Oleo Sci. 70(2), 237–245. https://doi.org/10.5650/jos.ess20261 (2021).
Ferreira, S. C. et al. Box–Behnken design: An alternative for the optimization of analytical methods. Anal. Chim. Acta 597, 179–186. https://doi.org/10.1016/j.aca.2007.07.011 (2007).
Sathyamoorthy, S., Moggridge, G. D. & Hounslow, M. J. Particle formation during anatase precipitation of seeded titanyl sulfate solution. Cryst. Growth Des. 1, 123–129. https://doi.org/10.1021/cg0000013 (2001).
Acknowledgements
This study was supported by Major Scientific and Technological Research Project of Panzhihua Xichang Strategic Resource Development (CCJ [2022] No. 390-1-9), Science and Technology Projects of Sichuan Province (2024ZHCG0141, 22ZYZF-GG-02), Science and Technology Service Industry Project of Sichuan Province (2022KJFWYSF-1, Xingzhong Titanium Industry).
Author information
Authors and Affiliations
Contributions
The author C.T. obtained all the funding, proposed the relevant concepts and methods, designed experiments, conducted experimental research, prepared all the figures and tables, and wrote and revised the manuscript.
Corresponding author
Ethics declarations
Competing interests
The author declares no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Tian, C. Effects and optimization of hydrolysis conditions on the diameter distance ratio for metatitanic acid. Sci Rep 14, 18703 (2024). https://doi.org/10.1038/s41598-024-69770-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-69770-0
