
Abstract
This study explores the impact of banana fiber-reinforced diatomaceous earth (DE) slurry treatment on recycled concrete aggregate (RCA) and recycled aggregate concrete (RAC) for structural applications. Six types of treated recycled aggregates were prepared by coating their surface with a slurry containing 5% DE, 0-7% banana fiber, and ordinary Portland cement. Various tests assessed the treatment’s impact on aggregate and concrete properties. The treatment improved specific gravity, aggregate crushing resistance, impact resistance, and abrasion resistance for up to 5% of banana fiber in the slurry. The formation of additional calcium silicate hydrate (C-S-H) phases contributed to strengthening the microstructure by filling voids and enveloping the aggregate surface. Concrete prepared with treated recycled aggregate showed significant improvements in compressive strength (25.14%), tensile strength (36.58%), and flexural strength (72%) at an optimum 5% fiber content. Non-destructive testing confirmed better surface hardness and internal quality, while microstructural analyses revealed improved bonding and fiber reinforcement. These substantial improvements demonstrate the potential of banana fiber-reinforced DE slurry treatment for sustainable construction practices.
Similar content being viewed by others

Introduction
The construction industry significantly contributes to urbanization and industrialization1 but also faces challenges related to resource depletion2 and the generation of construction and demolition (C&D) waste3.This sector is growing swiftly in Ethiopia due to rising living standards and population growth4, generates substantial C&D waste exacerbated by inefficient practices and disasters5. In other direction, the increasing consumption of natural aggregates, raises concerns about resource depletion, with global aggregate demand projected to reach 50–55 billion tons globally by 20306. Recycling C&D waste into recycled aggregate (RA) offers a promising solution by reducing environmental impact7, conserving natural resources8, and lowering costs9,10. However, using recycled concrete aggregate (RCA) in structural concrete remains challenging due to its inferior mechanical properties compared to natural aggregates11.
The key issue with RCA is the presence of adhered hardened mortar12 and a weak interfacial transition zone (ITZ)13, which increases porosity and reduces density3 and weakens the bond between aggregate and cement paste14. As a result, RAC often suffers from reduced workability15 compressive strength16, split tensile strength17, flexural strength18, and others19,20,21,22,23,24,25. This reduction extends to structural performance aspects including flexural capacity26, shear capacity27, seismic capacity28, load-carrying capacity29 and bond behaviour30. Improving RCA quality31, especially through enhancing the ITZ and removing or modifying the adhered mortar, is crucial for overcoming these challenges.
Several methods have been proposed to improve RCA quality, but each has limitations. Mechanical treatments effectively remove 62% of adhered mortar32 but are energy intensive33 and generate dust34. Thermal treatment improves RCA properties35 but are costly and contribute to greenhouse gas emissions36. Chemical treatments, while effective, pose safety and disposal challenges due to the use of hazardous substances37,38. Ultrasonic treatments require specialized, energy-demanding equipment39.Combining methods, such as heating followed by mechanical treatment, can yield better results but increase complexity and environmental impact40,41. Strengthening the adhered mortar with polymer impregnation including polyvinyl alcohol42, silane polymers43, epoxy resin44, or aerogel and paraffin45 or pozzolanic materials46,47,48,49,50,51 can improve RCA properties, but these methods are expensive, require precise control, and their effectiveness is often limited. Bio-deposition52,53,54, carbonation treatment55, and pozzolanic slurry immersion56,57,58 offer alternatives but involve challenges such as high costs59, inconsistent results, or limited availability of materials.
Given the limitations of the existing methods, this research proposes a novel approach using banana fiber-reinforced diatomaceous earth (DE) slurry for RCA treatment. DE is a silica-rich, naturally occurring material with high pozzolanic activity60, which allows it to chemically interact with calcium hydroxide (Ca (OH)2) and form additional calcium-silicate-hydrate (C-S-H)61 making it suitable for aggregate treatment for structural concrete applications. This reaction product improves the ITZ, reduces porosity, and strengthens the bond between the RCA and the new cement matrix as it is demonstrated in the concrete structures repairing62,63. The use of DE is based on its ability to react with calcium hydroxide, creating a denser microstructure that enhances RCA strength. Furthermore, Banana fibre, known for their high tensile strength and biodegradability, consistently demonstrated their potential to improve microstructure and mechanical properties of the concrete64,65,66,67,68, are integrated to the slurry to reinforce both the aggregate and the cement mortar to significantly enhance the strength of the concrete. The fibers bridge microcracks in the ITZ further improving bonding and reducing crack propagation69. However, it is important to exercise caution, as an increase in fiber content may result decrease in strength due to fiber balling70.
The combination of banana fibers and DE addresses the two key issues in RCA: the weak ITZ and the adhered mortar. This treatment not only enhances the mechanical properties of RCA but also provides a sustainable and cost-effective alternative to conventional methods. By optimizing the banana fiber content in the slurry, this research aims to maximize the performance of RCA and RAC, contributing to the development of more sustainable construction practices.
Materials and methods
Materials
The materials used in this study were recycled aggregate, banana fiber, diatomaceous earth (Fig. 1), cement, natural coarse aggregate, and natural fine aggregate. The recycled aggregate (RA) was sourced from a construction and demolition waste recycling plant in Indore, India. The natural coarse aggregate conforms to the 20 mm nominal size, and the natural fine aggregate conforms to the Zone II specification of IS 383–2016 based on the gradation analysis of the study. The natural coarse aggregate served as a benchmark for comparison with the recycled aggregate. The specific gravity and water absorption of the NCA, RCA, and NFA are 2.91 and 1.51%, 2.39 and 5.67%, 2.71 and 0.4%, respectively. The standard tests have been carried out to characterize aggregates, and the results of those tests are presented in Sect. "Results and discussion".

Diatomaceous earth (DE).
The cement used was ordinary Portland cement (OPC) of strength grade 43, which is available in the commercial market and conforms to the specifications of the Bureau of Indian Standards (BIS). We sourced the DE in powder form from Rajasthan, India, through Safewtech systems for this study. The specific gravity and specific surface area of the cement are 3.125 g/cm3 and 0.352 m2/g, respectively. The XRF analysis reveals the chemical compositions of cement and DE, as shown in Table 1. The DE and cement were further analyzed using X-ray diffraction (XRD) and scanning electron microscopy with energy-dispersive X-ray spectroscopy (SEM/EDX) to determine its mineralogical composition and microstructural features (Fig. 2; Table 2).

XRD and SEM/EDX of the OPC cement.
The DE was characterized to understand its suitability as a treatment medium. It can be classified as a class N natural pozzolan, according to ASTM C 618 − 19. The specific gravity and specific surface area of the DE are obtained as 0.52 g/cm3 and 68.08 m2/g, respectively, using the Brunauer-Emmett-Teller (BET) technique. The BET analysis of DE confirms its high surface area, while SEM analysis reveals its porous structure. Additionally, XRF, XRD, and SEM/EDX analysis confirm the existence of a significant amount of silica (Fig. 3), indicating its suitability as a filler material.

XRD and SEM/EDX of the DE.
The banana fiber used in this research was sourced from “Fiber Region”, Chennai, India. The fibers were mechanically extracted from the banana stem using a fiber extraction machine. To remove lignin, hemicellulose, oil covering, and wax and to increase surface roughness, the fibers underwent a 6% alkali treatment. This treatment involves cutting raw banana fiber into 10 mm lengths, immersing them in a 6% NaOH and distilled water solution for approximately 3 hours, washing them in distilled water until PH reaches 7, drying them in an oven, and then separating them into single fibers, as illustrated in Fig. 4. After treatment, the fiber had a diameter of 0.21 mm, a moisture content of 12.5% and a density of 900 kg/m3. The tensile strength of treated and untreated banana fibers in this study were 58.4 MPa and 58.9 MPa, respectively, according to ASTM D3822-0171 standards. Individual fibers with a length of 1200 mm and a diameter of 0.21 mm were used for these tests.

Process of alkali treatment of banana fibers.
The tensile strength values obtained here are lower than those obtained in other studies72, where banana fibers shown a tensile strength 161 MPa for 200 mm length and 167 μm.The lower tensile strength observed here can be attributed to the greater thickness and length of the fibers used for these tests. Longer and thicker fibers are more likely to have natural irregularities, which can reduce tensile strength compared to shorter and thinner fibers72. Figures 5 and 6 show the XRD and SEM/EDX of treated and untreated banana fiber microstructure. The XRD pattern, especially the sharp peak in the alkali-treated fibers, indicates high crystallinity due to the effective removal of impurities such as lignin, hemicellulose, oil covering, and wax.

XRD of the treated and untreated banana fiber.

SEM/EDX of the treated and untreated banana fiber.
Slurry treatment of recycled aggregate
The study proposes the enhancement of RCA through banana fiber-reinforced diatomaceous earth (DE) slurry treatment. The DE slurry was prepared using treated banana fiber, DE, cement, and water. The surface treatment slurries vary based on the DE and banana fiber proportions, with fiber dosages set at 0%, 1%, 3%, 5%, and 7% while the DE content was fixed at 5%, based on recommendations from related studies72. A cement-only slurry served as a control to compare the effects of DE with cement as a filler material. To ensure a uniform and controlled coating of the banana fiber-reinforced DE slurry on the RCA, the slurry’s consistency was optimized with a water-to-binder ratio of 0.5, allowing for easy application while preventing runoff. Table 3 shows the dosages of banana fiber, DE, and OPC used to prepare 100 g of the slurry for each variation. The slurry-to-RCA ratio was kept consistent to control the coating thickness. This slurry was applied to the RCA and is designated as RA-DE/BF based on the treatment type shown in Table 3.
Two types of aggregates, NA and RA, without treatment, were used as controls for evaluating the effectiveness of surface treatment. Figure 7 illustrates the procedure followed in this study for treating produced RCA (Fig. 7a) with banana fiber-reinforced diatomaceous earth (DE) slurry. The process began with placing the RCA in a container and adding the amount of water needed to reach saturation of the aggregate, as shown in Fig. 7b. The RCA was allowed to rest for 24 h to ensure complete absorption and saturation of the aggregates. Following this, the RCA was taken out of the water and was wiped to the SSD condition, as shown in Fig. 7c. This step ensures that water content in the aggregate is consistent, helping to maintain a controlled and accurate water-to-binder ratio during the concrete mixing process. Parallel to this, banana fiber-reinforced DE slurry preparation took place. The required amounts of banana fiber, DE, and OPC were mixed in the dry state for 2 min (Fig. 7d and e). The dry mixture was then combined with water (Fig. 7f) in a container and thoroughly mixed for an additional 2 min to create a uniform slurry (Fig. 7g). Once the slurry was prepared, the SSD RCA (Fig. 7c) was immersed in it. The RCA was stirred at regular intervals (every 30 min) for a total of 1.5 h to ensure an even coating of each RCA particle with the slurry (Fig. 7h).

Process of slurry treatment of recycled aggregate.
After the RCA was fully coated with the slurry, it was removed from the mixture and allowed to cure for three days in a well-ventilated area with exposure to sunlight to ensure proper drying (Fig. 7i). This curing process allows the slurry to bond effectively with the RCA, forming strong, cohesive layer around the particles. Figures 7i and 8 provides a visual representation of the RCA coated with the banana fiber-reinforced DE slurry. It shows that the treated RCA particles are almost uniformly covered by a pre-coated layer of the slurry that strengthens the ITZ, reduces porosity, and enhances the bond between the RCA and the new cement paste during concrete production. Achieving a consistent, homogeneous coating was challenging, particularly with the inclusion of banana fibers, but specific steps including maintaining slurry cohesiveness while allowing for proper fiber dispersion, interval stirring of the RCA in the slurry mixture to prevent fiber clumping and uneven slurry adherence, maintaining consistent slurry-to-RCA ratio to control amount of slurry per aggregate and visually control the coating thickness to have a uniform coating. Additionally, the coating was evaluated using specific gravity, gradation and SEM analysis

RCA precoated by banana fiber reinforced diatomaceous earth (DE) slurry.
Mix design and concrete preparation
The reference concrete mixes were designed to obtain the target strength of 30 MPa with a water-to-cement ratio of 0.45, as per IS 10,262. The cement and water content were 413.3 and 186 kg/m3, respectively, while the amount of natural coarse aggregate and fine aggregates was 1246 and 683.8 kg/m3. The recycled concrete mixes were proportioned by replacing the volume of natural coarse aggregate with the same volume of recycled coarse aggregate, which equals 42.8%. Table 4 shows the design mix for the eight different types of concrete. All coarse aggregates were in a saturated surface dry condition. Furthermore, as a slurry treatment causes an increase in cement content, the cement content used for RA treatment was adjusted by reducing it from the total cement content required for the mix.
The fabrication and curing of specimens were conducted according to the specifications of IS 516 (Part 1/Sect. 1):202173, as detailed in Fig. 9. Based on the mix ratios in Table 4, vibration-cast concrete specimens measuring 150 mm size cubes for compressive strength tests, 150 mm × 300 mm (cylinders) for splitting tensile strength tests, and 100 mm × 100 mm × 500 mm (beams) for flexural strength tests. For each test, three specimens were prepared: 96 cubes, 72 cylinders, and 72 beams, totaling 240 specimens. After one day of curing in molds at room temperature, the specimens were demoulded and immersed in curing tanks for 7, 14, and 28 days.

Fabrication, curing & testing of concrete specimens.
Test methods
Aggregate properties
The fundamental aggregate properties such as specific gravity (IS 2386-Part 3), water absorption (IS 2386-Part 3), aggregate crushing value (IS 2386-Part 4), aggregate impact value (IS 2386-Part 4), and aggregate abrasion value (IS 2386-Part 4) were assessed for treated aggregate, untreated recycled aggregate, and natural aggregate.
Specific gravity serves as an indicator of the aggregate’s compaction. The crushing, impact, and abrasion are measures of the aggregate’s resistance to fracturing and overall strength.
The mineral composition of the banana fiber-reinforced diatomaceous earth (DE) slurry-treated recycled aggregate was analyzed using an XRD within a scanning range of 10-90° at a rate of 2-5° per minute. Before testing, the aggregate specimen was cut to a smaller size of 10 mm x 10 mm x 10 mm, polished with different grits of sandpaper, and then vacuum dried to ensure accurate analysis of the surface properties. Microstructure observations were conducted using FE-SEM (Carl Zeiss, Germany). This was supplemented by an EDX, which provided element identification analysis of the specimen constituents.
Concrete performance
The banana fiber-reinforced diatomaceous earth (DE) slurry-treated recycled aggregate was investigated for its effect on the performance of the concrete. Workability performance, a key indicator of recycled aggregate concrete’s applicability in practical engineering, is typically assessed in terms of slump (IS 1199-Part 2:2000) using a slump cone and tamping rod apparatus (Fig. 9).
Tests for mechanical performances, including compressive strength, flexural strength, and split tensile strength (IS 516 (Part 1/Sect. 1):2021) of the treated recycled aggregate concrete were conducted, and results were compared with the reference untreated recycled aggregate concrete and natural aggregate concrete. The load was applied at 0.23 MPa/s, 0.01 MPa/s, and 0.03 MPa/s for the compressive, flexural, and split tensile strength tests, respectively. Non-destructive test methods specifically the Rebound Hammer (RH) and Ultrasonic Pulse Velocity (UPV) tests (IS 516) were used to assess the concrete quality.
The microstructure of the concrete was examined using XRD and SEM techniques. Before the testing, the concrete specimen was cut to a smaller size of 10 mm x 10 mm x 10 mm, polished with different grits of sandpaper, then vacuum dried and kept in a desiccator (Fig. 10).
Results and discussion
Effect of banana fiber reinforced DE slurry treatment on aggregate properties
This section presents the aggregate properties, including gradation, specific gravity, water absorption, aggregate crushing value, impact value, and abrasion values, for the course: natural aggregate, untreated RCA, and treated RCA.

Preparation of sample for SEM and XRD test.
Effect on gradation
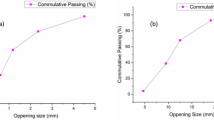
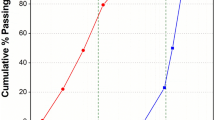
The gradation analysis reveals that various aggregate samples, including natural aggregate (NA), untreated recycled aggregate, cement slurry-treated recycled aggregate, and recycled aggregate treated with diatomaceous earth slurry reinforced with different percentages of banana fiber (0%, 1%, 3%, 5%, and 7%), fall within the specified range of maximum and minimum percentage passing (Fig. 11), as suggested by IS 383:2016 code. The gradation analysis shows that DE slurry treatment combined with banana fiber reinforcement does not significantly affect the particle size distribution of recycled aggregate.
Effect on specific gravity
In this study, specific gravity refers to the ratio of the weight of the recycled concrete aggregate (RCA) treated with banana fiber-reinforced DE slurry to the weight of equal volume of water. It is a critical parameter that reflects the strength and porosity of the aggregate, impacting concrete performance. The specific gravity was measured following standard procedure IS 2386-Part III74. The RCA samples were dried, saturated, and surface-dried before measurement to ensure accuracy.

Particle size gradation of treated and untreated aggregates.
The specific gravity of the recycled aggregate increased with banana fiber reinforced DE slurry treatment, as illustrated in Fig. 12. Specifically, the specific gravity of the banana fiber-reinforced diatomaceous earth slurry-treated RA (RA-5/0, RA-5/1, RA-5/3, RA-5/5, and RA-5/7) increased by 3.77%, 5.44%, 5.86%, 8.79%, and 1.26%, respectively, compared to untreated RA (RA-UT). This improvement is due to the slurry treatment filling voids and coating fibers onto the surface of the recycled aggregate, as shown in Figs. 8 and 13. The RA-5/5 achieves the highest specific gravity, indicating the optimal balance between fiber content and specific gravity, leading to denser and stronger concrete for structural applications.

specific gravity of treated and untreated aggregates.

Photos of treated and untreated aggregates.
Effect on water absorption
Recycled concrete aggregate (RCA) treated with banana fiber-reinforced diatomaceous earth (DE) slurry absorbs more water than untreated RCA, as shown in Fig. 14.

water absorption of treated and untreated aggregates.
The water absorption for banana fiber-reinforced DE slurry-treated recycled aggregates (RA-5/1, RA-5/3, RA-5/5, and RA-5/7) increased by 0.35%, 16.23%, 35.63%, and 80.60%, respectively. This result suggests that banana fibers absorb more water because of their fibrous nature75, even though the cement and non-fiber DE reduce the porosity on the aggregate surface, thereby decreasing water absorption. Despite having higher water absorption than RA-UT and NA, the 5% banana fiber-reinforced DE slurry-treated RA is considered optimal due to the balance of the mechanical properties and water absorption, enhancing concrete’s structural integrity.
Effect on aggregate crushing value, impact value and abrasion value
The mechanical properties of recycled aggregates, including aggregate crushing value (ACV), aggregate impact value (AIV), and aggregate abrasion value (AAV), which are inversely proportional to their strength and integrity, decreased with the increase in banana fiber concentration in the banana fiber-reinforced DE slurry (Figs. 15, 16 and 17).

Aggregate crushing value of treated and untreated aggregates.

Aggregate impact value of treated and untreated aggregates.

Aggregate abrasion value of treated and untreated aggregates.
Specifically, the ACV for different percentages of banana fiber (0%, 1%, 3%, 5%, and 7%) showed decreases of 6.25%, 8.23%, 3.7%, 18.04%, and 9.04%, respectively. As a benchmark, natural aggregate (NA) exhibits the lowest value in all tests, with an ACV of 15.63%, an AIV of 6.57%, and an AAV of 11.54%. In contrast, untreated recycled aggregate shows significantly higher values, with an ACV of 28.66%, an AIV of 23.76%, and an AAV of 27.45%. The banana fiber-reinforced DE slurry treatment improves the aggregate quality by filling pores and microcracks and reinforcing the interfacial transition zone (ITZ) between old and new cement mortar. However, at 7% fiber content, the values increase to an ACV of 26.07%, an AIV of 24.93%, and an AAV of 29.56%, indicating potential issues with fiber clustering and diminishing returns at higher fiber contents. The ACV, AIV, and AAV of 5% banana fiber-reinforced DE slurry-treated RA fall within the safe limits of the IS code (AAV < 30%, ACV < 30%76, and AIV < 22%77), leading to improved concrete for structural integrity.
Effect on aggregate microstructure
The investigation was extended to the microscopic level to elucidate the effects of banana fiber-reinforced DE slurry treatment on the microstructures of RCA. The specimens from natural aggregate (NA), untreated recycled concrete aggregate (RA-UT), cement slurry-treated recycled concrete aggregate (RA-CT), DE slurry-treated recycled concrete aggregate (RA-DE), and banana fiber-reinforced DE slurry-treated recycled concrete aggregate (RA-DE + BF) were subjected to X-ray diffraction (XRD), SEM, and energy dispersive spectroscopy (EDS) analyses.
XRD analysis
The XRD analysis of recycled aggregate treated with banana fiber-reinforced diatomaceous earth (DE) slurry reveals notable changes in the microstructure the aggregate surface, as shown in Fig. 18, particularly focusing on the chemical interaction between the DE and the recycled aggregate. The XRD pattern indicates the potential formation of C-S-H phases, which are typically evidenced by a broad hump but may not be distinctly visible here due to overlapping with sharp peaks. The hydration of C3S and C2S in Portland cement produces (Ca (OH)2) and C-S-H gel78. The amorphous silica in DE reacts with calcium hydroxide (Ca (OH)2) generated during cement hydration, forming additional calcium silicate hydrate (C-S-H) phases within the composition of the treated recycled aggregate61. This is also demonstrated in the studies of Baltakys et al.79 that amorphous SiO2 reacts completely with Ca (OH)2 within 7 days, forming C-S-H gels. This reaction can be described as follows80 :
This pozzolanic reaction product and organic compounds from the banana fiber contributes to a denser microstructure by filling voids and reducing the porosity of the recycled aggregate. Zhang et al.81 also showed that silica gel formed during carbonation of RCA fills the pores and enhanced the strength of the concrete. The improvement in the interfacial transition zone (ITZ) between the old cement mortar and the new slurry matrix is supported by the additional CSH, leading to stronger recycled aggregate concrete.

XRD patterns of untreated and treated aggregates.
The role of banana fibers, which is primarily mechanical, contributes to the reinforcement of the ITZ and further reduces the porosity in the treated aggregate82. However, this effect varies with fiber content. At 7% fiber content, the dispersion of fibers becomes less uniform, potentially leading to agglomeration and diminishing the benefits of the pozzolanic reaction82. This observation explains the reduced effectiveness of C-S-H formation at higher fiber contents. These findings support the potential of banana fiber-reinforced diatomaceous earth (DE) slurry treatment to rectify defects in RCA and enhance both the chemical and mechanical performance of RAC in structural applications.
SEM analysis
The Scanning Electron Microscopy (SEM) analysis provides crucial insights into the microstructural changes occurring on the surface of RCA after various treatments.
The SEM images (Fig. 19) illustrate a comparative view of the surface morphology of NA (Fig. 19a and b), untreated RCA (Fig. 19c and d), and RCA treated with different slurry types : cement-only slurry (Fig. 19e and f) to assess the baseline effects, diatomaceous earth slurry (Fig. 19g and h) as a filler, and banana fiber-reinforced diatomaceous earth (DE) slurry at 5% (Fig. 19i and j) and 7% banana fiber content (Fig. 19k and l) to evaluate the positive and negative contribution of fibers addition. This sequence of SEM images illustrates how the banana fiber reinforced diatomaceous earth slurry treatment influences surface densification, crack filling, and fiber distribution, ultimately enhancing the microstructure and mechanical performance of the RCA and RAC. The untreated RCA displays a rough, porous, and heterogeneous surface characterized by visible microcracks and residual mortar fragments (Fig. 19c and d), in contrast to the smooth and minimally porous surface of NA (Fig. 19a and b). This condition can adversely affect the hydration reaction involved in RAC, leading to poor bonding between the new and old matrices in RAC83. The surface of RCA treated with cement slurry (Fig. 19e and f) shows partial filling pores, which improves surface condition compared to untreated RAC, in agreement with Allal et al.84 but doesn’t achieve a highly dense microstructure compared to DE slurry treatment (Fig. 19g and h). The treatment using DE slurry alone (without incorporating banana fibers) results in a significantly denser microstructure, similar with the result of Zhang et al.72. The silica (SiO2) present in DE reacts with calcium hydroxide (CH) from the old cement matrix to form calcium silicate hydrate (C-S-H) phases, effectively filling surface pores and microcracks69. This pozzolanic reaction is more effective than that of cement slurry, leading to fewer voids and microcracks. At 5% banana fiber content in the DE slurry, SEM image reveal a more uniform and compact surface of RCA, with fibers well-distributed across the surface. This configuration enhances the ITZ and improves bonding with the new matrix in RAC70. The pozzolanic products from the DE treatment help fill voids and microcracks, resulting in a smoother and more homogeneous surface with significantly reduced defects. When the fiber content is increased to 7%, images (Fig. 19k and l) reveal fiber clustering and void formation around the fiber bundles. This clustering can weaken the ITZ and increase surface porosity, thereby potentially compromising the mechanical integrity of the RAC85. The analysis highlights that utilizing 5% banana fiber in DE slurry provides optimal synergy between mechanical and chemical enhancement. The combination effectively supports crack bridging and structural integrity while DE enhances the chemical reactivity and surface densification of RCA. Thus, careful consideration of fiber content is crucial to maximizing the benefits of surface treatments in improving RCA quality for structural applications.


SEM of the treated and untreated aggregates.
In summary, banana fiber-reinforced DE slurry exhibits a pronounced enhancement effect on recycled concrete aggregate. The optimal improvement in the fundamental properties of recycled concrete aggregate is achieved at 5% banana fiber content. Its impact on concrete properties is studied further to confirm its enhancement and optimum percentage.
Effect of banana fiber reinforced DE slurry treatment on concrete properties
Effect on fresh characteristics of concrete
Figure 20 presents the slump test results of each concrete mix batch, illustrating the effects of banana fiber-reinforced DE slurry treatment of RA on the workability of fresh concrete mixes. The slump for RAC-5/1, RAC-5/3, RAC-5/5, and RAC-5/7 decreased by 16.67%, 8.33%, 13.33%, and 20%, respectively. Conversely, the slumps for RAC-CT and RAC-5/0 increased by 20% and 25%, respectively, compared to RAC-UT.
The workability of recycled aggregate concrete where the aggregate is treated with the incorporation of DE (RAC-5/0) at a low percentage is comparable to recycled aggregate concrete where the aggregate is treated with cement slurry (RAC-CT). This indicates that reduced workability is due to adding banana fiber, potentially due to increased viscosity and fiber entanglements, which hinder flow. Notably, a 7% banana fiber-reinforced DE slurry-treated RAC shows a significant 20% reduction in slump. The optimal fiber content is 5%, achieving a balance between improved mechanical properties and workability, outperforming untreated recycled aggregate concrete but still trailing behind natural aggregate concrete. The improved bonding and reduced porosity provided by DE and the reinforcing effect of banana fiber, despite its water-demanding nature, contribute to this performance. For practical applications, maintaining a 5% fiber content is recommended to balance enhanced mechanical properties and adequate workability. Additionally, adjusting the water-to-cement ratio and using plasticizers or superplasticizers can improve workability without compromising structural strength. According to IS 456:2000, the minimum slump value for reinforced concrete applications is 40 mm, so the RAC-5/5 slump is sufficient without additional admixtures.

Slump of the treated and untreated aggregates concrete.
Effect on compressive strength of the concrete
Figure 21 displays the compressive strength of concrete at 7, 14, and 28 days, prepared with banana fiber-reinforced DE slurry-treated RCA.

Compressive strength of the treated and untreated aggregates concrete.
The results show significant improvements in the compressive strength of RAC due to RA surface treatment with banana fiber-reinforced diatomaceous earth slurries. Specifically, the compressive strength increased by 18.12% at 0% fiber, 19.15% at 1% fiber, 21.86% at 3% fiber, 25.14% at 5% fiber, and 16.55% at 7% fiber at 28 days compared to the control of RAC-UT. DE slurry alone resulted in an 18.12% increase, while cement slurry alone achieved only a 3.56% increase. The optimal fiber content, at 5%, yields the highest compressive strength, almost matching that of natural aggregate concrete. The improvement is primarily due to the bridging action of banana fiber64,86, which enhances the bonding between the old adhered mortar and the new mortar in the concrete, increasing strength. In the study of Ali et al.66, it was observed that at 0.5% banana fiber content in volume improved by 6% of the compressive strengths. Additionally, the enhancement can be attributed to the diatomaceous earth’s as it increased compressive strength in the study conducted by Costafreda et al.60 Incorporating 5% DE by the weight of cementitious material enables amorphous silica within DE to react with water and calcium oxide, forming Calcium Silicate Hydrate (C-S-H), which enhances concrete strength, as shown on other studies87,88. Shan et al. and Gao et al.89,90 also reached a similar conclusion regarding RAC modified with nano-silica, suggesting that the modification mechanism of RAC by diatomaceous earth (DE) is comparable to that of nano-silica. However, beyond the 5% threshold, compressive strength decreases. This decline may be due to the increased presence of banana fiber in the mix, potentially leading to a higher incidence of the balling effect91. This effect can create voids within the concrete, compromising its overall strength and structural integrity. The study shows that treated RA yields good results: the 28-day average compressive strength of RAC-5/5 is 30.63 MPa, 2.54% higher than NAC, and 25.14% higher than untreated RAC, leading to improved concrete for structural applications.
Effect on splitting tensile strength of concrete
Figure 22 presents the 7, 14, and 28-day splitting tensile strengths of concrete prepared with banana fiber-reinforced DE slurry-treated RCA.

Tensile strength of the treated and untreated aggregates concrete.
The treatment significantly improves the tensile strength of the recycled aggregate concrete (RAC). Specifically, the tensile strengths at 0%, 1%, 3%, 5%, and 7% fiber contents increased by 19.82%, 21.61%, 27.14%, 36.58%, and 20.00%, respectively, compared to untreated RAC, which had a tensile strength of 1.91 MPa. For DE slurry-treated RAC without fiber (RAC-5/0), the tensile strength increased by 19.82%, while cement slurry-treated RAC (RAC-CT) observed an 8.06% increase. The optimal fiber content of 5% maximizes tensile strength. The studies by Alex et al.92 also demonstrated that partial replacement of cement with DE, combined with polypropylene fibers, significantly enhanced mechanical properties of the concrete with optimal results at 15% DE and 0.15% fiber content. This enhancement is due to the high CaO content of cement, which produces Ca(OH)2. This compound reacts with the amorphous silica from DE, generating additional C-S-H, filling the RA’s pores, and densifying the ITZ between paste and aggregate92. Moreover, the improvement is attributed to the stress distribution provided by the banana fibers69. Previous studies have also reported similar improvements in tensile strength with the incorporation of shorter and low fiber contents (0.25-1%) in concrete65,67,93. The RAC-5/5 exhibited a tensile strength of 2.61 MPa, 36.58% higher than RAC-UT and 6.3% higher than NAC. The result of 7% banana fiber indicates that an excessive amount may not lead to further improvements in tensile strength due to potential fiber agglomeration.
Effect on flexural strength
Figure 23 illustrates the flexural strength test results for recycled aggregate concrete (RAC). The bending strength of RAC improved significantly with the modification of recycled aggregate using banana fiber-reinforced diatomaceous earth (DE) slurry. DE slurry alone enhanced the flexural strength to 3.87 MPa, which is marginally better than the 3.81 MPa achieved with cement slurry. With the addition of banana fiber to the DE slurry, flexural strengths for different fiber contents (0%, 1%, 3%, 5%, and 7%) showed substantial improvements, corresponding to increases of 28.22%, 43.73%, 50.21%, 72%, and 43.76%, respectively, compared to untreated recycled aggregate concrete, which had a flexural strength of 3.02 MPa. Similar findings were observed in the studies by Ashraf et al.70, where silica fume treatment, combined with carbon fiber reinforcement, resulted in increased flexural strength in RAC. The enhancement in flexural strength can be attributed to the reinforcing, bonding, and void-filling effects of the banana fiber-reinforced DE slurry as observed on other fibers with silica fume85. These effects impede crack propagation and promote crack-bridging mechanisms94. However, at 7% of banana fiber content, the results suggest that an excessive amount may lead to a reduction in flexural strength due to the balling effect.

Flexural strength of the treated and untreated aggregates concrete.
Effect on non-destructive testing of the concrete
The impact of banana fiber-reinforced diatomaceous earth (DE) slurry treatment on recycled aggregate concrete (RAC) was evaluated using non-destructive testing methods, specifically the Rebound Hammer (RH) and Ultrasonic Pulse Velocity (UPV) tests. These tests provide insights into the surface hardness, density, and overall integrity of the concrete. By comparing natural aggregate concrete (NAC), untreated recycled aggregate concrete (RAC-UT), and various slurry-treated recycled aggregate concrete, the study aims to understand how the incorporation of banana fiber and DE slurry influences the non-destructive testing outcomes, highlighting the potential improvements in RAC properties.
Effect on rebound hammer (RH)
The rebound hammer (RH) test results provide valuable insights into the surface hardness and, indirectly, the compressive strength of various concrete samples, as shown in Fig. 24.

Rebound hammer strength of the treated and untreated aggregates concrete.
Natural aggregate concrete (NAC) exhibited a rebound number of 34.61, establishing a high benchmark for surface hardness and strength. In contrast, untreated recycled aggregate concrete (RAC-UT) displayed a significantly lower RH value of 29.06, reflecting a reduction of approximately 16.06% compared to NAC. This decrease is attributed to the inferior quality and higher porosity of the recycled aggregates95. The results of rebound hammer tests have a higher correlation with compressive strength, as also expressed in the studies Datta et al.96 Treatments that enhance surface hardness do so by filling voids and improving the ITZ. Among the different treatments, the optimum treatment − 5% banana fiber-reinforced DE slurry-treated RAC—showed an increase of 23.4% in RH value compared to RAC-UT. However, at 7% banana fiber content, the surface hardness is reduced due to potential fiber clustering and reduced workability.
Effect on ultrasonic pulse velocity (UPV)
The ultrasonic pulse velocity (UPV) test results for concrete samples at 28 days are illustrated in Fig. 25.

Ultrasonic pulse velocity of the treated and untreated aggregates concrete.
Natural aggregate concrete (NAC) exhibited the highest UPV, serving as the benchmark for concrete quality due to its homogeneity and density. In contrast, untreated recycled aggregate concrete (RAC-UT) showed significantly lower UPV, establishing the baseline for comparison due to its more porous and less densely adhered mortar. The slurry treatments significantly enhanced the integrity and density of the RAC. The improvements in UPV were 14.8% for cement slurry, and for fiber-reinforced DE slurry, the increases were 21.28% (0% fiber), 24.07% (1% fiber), 26.1% (3% fiber), 27.78% (5% fiber), and 16.53% (7% fiber). Notably, the 5% banana fiber-reinforced DE slurry-treated recycled aggregate concrete (RAC-5/5) exhibited a UPV comparable to that of natural aggregate concrete. Thus, the banana fiber-reinforced DE slurry effectively improves RAC-UT to excellent quality, as indicated by RAC-5/5 achieving a UPV 27.78% higher than RAC-UT, as per IS 516 (part 5). The significant improvement in UPV is attributed to the densification of the RAC by the banana fiber-reinforced DE slurry treatment, which is enhanced by the amorphous silica present in DE promoting hydration reactions87. Li et al.88 also observed a similar phenomenon, where a 5% addition of DE resulted in the highest compactness of concrete.
Effect on the microstructure of the concrete
XRD analysis
The X-ray diffraction (XRD) analysis of recycled aggregate concrete (RAC) treated with banana fiber-reinforced diatomaceous earth (DE) slurry reveals significant changes in microstructure (Fig. 26).

XRD of the treated and untreated aggregates concrete.
In untreated recycled aggregate concrete (RAC-UT), the XRD pattern displays distinct peaks for portlandite (Ca (OH)2) and other crystalline hydration products. After treatment with DE slurry at 0% fiber content (RAC-5/0), the portlandite peaks are noticeably reduced, and the amorphous hump increases, indicating the formation of C-S-H. For banana fiber-reinforced DE slurry treated aggregate concrete, the XRD pattern shows a further decrease in portlandite intensity and an increase in the amorphous hump, correlating with the fiber concentration. However, at high fiber content (7%), poor dispersion and fiber agglomeration result in less effective pozzolanic reactions and inconsistencies in the crystalline phases82. Incorporating a low percentage of DE mainly offers chemical enhancements through pozzolanic reactions80, while cement slurry (RAC-CT) primarily acts as a binder97 without the additional benefit of silica from DE. At the optimal fiber content of 5%, there is significant synergy, resulting in the most substantial reduction in portlandite peaks and the maximum formation of amorphous C-S-H. This indicates the best enhancement in microstructure, improving the properties and structural integrity of the recycled aggregate concrete.
SEM analysis
The treatment of recycled concrete aggregate (RCA) with a banana fiber-reinforced DE slurry significantly enhances the microstructure of recycled aggregate concrete (RAC), as shown in Fig. 27.


SEM of the treated and untreated aggregates concrete.
Untreated aggregate concrete typically exhibits higher porosity and a weaker ITZ (Fig. 27c and d) compared to natural aggregate concrete, which has a dense, well-compacted microstructure with tightly packed C-S-H phases and a strong ITZ (Fig. 27a and b). Thus, the high porosity, cracked surfaces, and weak ITZ in untreated recycled aggregate concrete contribute to its reduced mechanical performance98. Figure 27 (e and f) and (g and h) shows the microstructure of RAC treated with cement slurry and DE slurry on RA, respectively, without incorporating banana fibers. In the DE slurry treatment, the SiO2 from the DE primarily reacts with cement hydration products (C-H), leading to extensive formation of C-S-H phases. This reaction contributes to fewer microcracks and effective void filling on RCA surface, resulting in a denser concrete compared to RAC treated with cement only slurry99. When DE slurry reinforced with 1% and 3% banana fibers is used, the fibers are well-distributed within the binder mix, resulting in an improved concrete microstructure (Fig. 27i-l). The CH crystals surrounding the fibers react with SiO2 from DE, leading to the formation of C-S-H gel around the fibers. This reaction strengthens the binder matrix, and positively impacts strength development in the concrete. Additionally, the fibers provide mechanical reinforcement and bridge microcracks, resulting in better performance than untreated recycled aggregate concrete. However, at a fiber content of 7%, fiber clustering and voids formation around fiber bundles were observed (Fig. 27o and p). The improper distribution and agglomeration of fibers contribute to a weaker ITZ, increased porosity, and consequently, a reduction in concrete strength. Figure 27m and n displays a denser and more compact interface structure of the RAC with a 5% banana fiber content in DE slurry-treated RA. Here, banana fibers play a primarily mechanical role, reinforcing the ITZ and contributing to load resistance, while the DE’s pozzolanic reaction products effectively fill pores, microcracks and the ITZ. This 5% fiber content achieves a balanced synergy between chemical and mechanical enhancements, significantly improving the microstructure and overall performance of the recycled aggregate concrete. The result was almost consistent with the results obtained by Ashraf et al.70.
Comparison of enhancement efficiency
To compare the findings of this study with previous research on recycled aggregate (RA) treatment methods using various materials, the enhancement in typical properties of RAC was gathered from published literature, summarized in Table 5.
Compressive strength increased by 25.2% with banana fiber-reinforced DE slurry, surpassing alternative treatments such as recycled binder paste coating and accelerated carbonation (5.3%), phosphate solution (3.82%), and cement with nano-silica (14.3%). Only CO2 treatment (23.6%) and the water-soluble polycarboxylate dispersant (21.6%) show comparable performance. This highlights the effectiveness of banana fiber-reinforced DE slurry in enhancing compressive strength for structural concrete applications.
Regarding tensile strength, the banana fiber-reinforced DE slurry achieved a notable increase of 19.8%, which exceeds several methods, such as the water glass solution (15.08%) and the basalt fiber and HCL solution (8.6%).
In terms of flexural strength, the banana fiber-reinforced DE slurry exhibited a significant increase of 54.3%, comparable to fly ash in RAC (53.6%). Other methods, like water glass solution (11.61%) and basalt fiber and HCL solution (10.35%), showed lower improvements. This highlights the potential of banana fiber-reinforced DE slurry in applications requiring high bending resistance, such as structural beams.
The enhanced performance of the banana fiber-reinforced DE slurry is attributed to the synergistic effects of the banana fibers and the diatomaceous earth slurry within the concrete matrix. The fibers act as micro-reinforcement, bridging cracks and improving bonding, while DE slurry densifies the matrix, enhancing mechanical properties. This approach offers a sustainable alternative by utilizing renewable banana fibers, despite challenges in fiber consistency. Further research is needed to standardize the treatment process and optimize the composition for diverse applications, yet this study presents a promising method to enhance concrete performance and sustainability.
Conclusions
In the present study, the utilization of banana fiber-reinforced diatomaceous earth (DE) slurry for the treatment of recycled aggregate has demonstrated significant improvements in both the aggregate and concrete properties. This suggests its potential for enhancing recycled aggregate concrete for structural applications. The main findings can be summarized as follows:
-
1.
The banana fiber-reinforced diatomaceous earth (DE) slurry treatment effectively strengthens the old mortar adhering to recycled aggregate, as indicated by XRD and SEM analysis. The formation of additional calcium silicate hydrate (C-S-H) phases and better fiber reinforcement result in a more compact microstructure with fewer voids and enhanced bonding. Specific gravity increased by 9%, while the aggregate crushing value, impact value, and abrasion value decreased by 18%, 33%, and 16%, respectively, showing a significant improvement in the strength of the treated aggregate.
-
2.
At the optimum fiber content (5% in this case), concrete properties showed the best balance of mechanical performance and workability. The slump test showed that a 13.33% reduction of workability. The compressive strength of treated concrete increased by 71.17% at 7 days, 55.02% at 14 days, and 25.14% at 28 days. Additionally, the split tensile strength improved by 36.58%, and the flexural strength increased by 72%. These enhancements meet relevant technical standards for structural concrete applications.
-
3.
Excess fiber content (7% in this case) led to clumping, poor dispersion, increased voids and a reduction in overall performance. The aggregate crushing value, impact value, and abrasion value increased to 26.07%, 24.93%, and 29.56%, respectively. Water absorption also rose to 80.6%, while specific gravity decreased. The compressive, split tensile, flexural strengths of the concrete declined by 6.86%, 16.38% and 15.50% compared to 5% fiber content, highlighting the drawbacks of excessive fiber content and emphasizing the need for optimization.
-
4.
Rebound hammer tests at 28 days showed a 23.4% increase in surface hardness, and ultrasonic pulse velocity tests indicated a 27.78% improvement in internal quality compared to untreated recycled aggregate concrete. These improvements in surface and internal quality are further validated by XRD and SEM analyses, which reveal a denser and more cohesive microstructure.
-
5.
The treatment method is practical, cost-effective and environmentally friendly. It leverages waste materials (banana fibers) and natural minerals (DE), reducing reliance on virgin aggregates and promoting the use of recycled materials, which aligns with sustainability goals in the construction industry. This simple and adaptable treatment process can be easily integrated into existing recycling practices, offering a feasible solution for enhancing recycled aggregate performance. It is particularly suitable for infrastructure projects where sustainability is a key consideration, providing an alternative to natural aggregates and contributing to waste reduction.
Therefore, it can be concluded that the addition of a small dosage of banana fiber (optimal at 5%) with 5% DE has been shown to enhance the properties of aggregate and concrete tremendously. Future studies should focus on optimizing DE content in combination with 5% banana fibers to achieve an ideal balance of workability and strengths. Additionally, assessing the strength and durability of treated aggregates under high temperatures, low temperatures and under different exposure conditions will be critical for ensuring their performance and reliability in structural applications. Exploring these factors will provide a more comprehensive understanding of the treatment’s sustainability and its potential for large-scale adoption.
Data availability
The datasets used and analyzed during the current study are available from the corresponding author on request.
References
Qiu, J., Wang, J., Feng, Z., Xiao, Z. & Li, L. Study on the modification mechanism of recycled brick-concrete aggregate concrete based on water glass solution immersion method. J. Build. Eng. 82 (2024).
Amin, F. et al. Utilization of discarded face masks in combination with recycled concrete aggregate and silica fume for sustainable civil construction projects. Sci. Rep. 14 (2024).
Panghal, H. & Kumar, A. Enhancing concrete performance: Surface modification of recycled coarse aggregates for sustainable construction. Constr. Build. Mater. 411 (2024).
Tafesse, S., Girma, Y. E. & Dessalegn, E. Analysis of the socio-economic and environmental impacts of construction waste and management practices. Heliyon 8 (2022).
Taffese, W. Z. Suitability investigation of recycled concrete aggregates for concrete production: An experimental case study. Adv. Civ. Eng. (2018).
OBrien, J. Growing global aggregates sustainably. Global Aggregates Inform. Netw. (GAIN) (2021).
Nigussie, L. F. Recycling fine aggregate from demolished hollow concrete block for green concrete in Ethiopia. Glob. J. Eng. Sci. 3 (2019).
Ji, Y. & Zhang, H. Frost resistance investigation of fiber reinforced recycled brick aggregate cementitious materials. Sci. Rep. 12 (2022).
de Andrade Salgado, F. & de Andrade Silva, F. Recycled aggregates from construction and demolition waste towards an application on structural concrete: A review. J. Build. Eng. 52 https://doi.org/10.1016/j.jobe.2022.104452 (2022).
Los Santos-Ortega, J., Fraile-García, E. & Ferreiro-Cabello, J. Environmental and economic viability of using concrete Block Wastes from a concrete production plant as recycled Coarse aggregates. Materials 17 (2024).
Sua-iam, G. & Makul, N. Potential future direction of the sustainable production of Precast concrete with recycled concrete aggregate: A critical review. Eng. Sci. https://doi.org/10.30919/es1075 (2023).
Muhammad, F. et al. Influence of bonded mortar on recycled aggregate concrete properties: A review. Constr. Build. Mater. 432, 136564 (2024).
Allal, M., Zeghichi, L. & Larkat, K. Improvement of mechanical and interfacial properties (ITZ) of concrete based on treated recycled aggregates. Stud. Eng. EXACT Sci. 5, 955–973 (2024).
Sun, D. et al. Experimental study and multi-objective optimization of the shear mechanical properties of recycled aggregate concrete with hybrid fibers and nano SiO2. Constr. Build. Mater. 429 (2024).
Medina, C., Zhu, W., Howind, T., De Sánchez, M. I. & Frías, M. Influence of mixed recycled aggregate on the physical-mechanical properties of recycled concrete. J. Clean. Prod. 68, 216–225 (2014).
Gebremariam, H. G., Taye, S. & Tarekegn, A. G. Parent concrete strength effects on the quality of recycled aggregate concrete: A review. Heliyon 10 https://doi.org/10.1016/j.heliyon.2024.e26212 (2024).
Bai, G., Zhu, C., Liu, C. & Liu, B. An evaluation of the recycled aggregate characteristics and the recycled aggregate concrete mechanical properties. Constr. Build. Mater. 240 https://doi.org/10.1016/j.conbuildmat.2019.117978 (2020).
Yaba, H. K., Naji, H. S., Younis, K. H. & Ibrahim, T. K. Compressive and flexural strengths of recycled aggregate concrete: Effect of different contents of metakaolin. in Materials Today: Proceedings (vol. 45) 4719–4723 (Elsevier Ltd., 2021).
Chen, J., Zhou, Y. & Yin, F. A practical equation for the elastic modulus of recycled aggregate concrete. Buildings 12 (2022).
Xu, Y., Chen, H., Liang, Y., Shen, J. & Yang, H. Study on fracture characteristics and fracture mechanism of fully recycled aggregate concrete using AE and DIC techniques. Constr. Build. Mater. 419 (2024).
Yonggui, W., Yongguo, L. & Xingguo, W. Fatigue damage evolution of modified recycled aggregate concrete. Case Stud. Constr. Mater. e03293 https://doi.org/10.1016/j.cscm.2024.e03293 (2024).
Zhou, Y., Zhuang, J., Lin, W., Xu, W. & Hu, R. Creep and shrinkage properties of nano-SiO2-Modified recycled aggregate concrete. Materials 17 (2024).
Matar, P. & Barhoun, J. Effects of waterproofing admixture on the compressive strength and permeability of recycled aggregate concrete. J. Build. Eng. 32 (2020).
Ma, Z., Liu, M., Tang, Q., Liang, C. & Duan, Z. Chloride permeability of recycled aggregate concrete under the coupling effect of freezing-thawing, elevated temperature or mechanical damage. Constr. Build. Mater. 237 (2020).
Chen, X. et al. Evaluating the physicochemical properties of pervious recycled aggregate concrete incorporating pozzolanic additives under acid rain attack. Constr. Build. Mater. 411 (2024).
Ghalehnovi, M., Karimipour, A., Anvari, A. & de Brito, J. Flexural strength enhancement of recycled aggregate concrete beams with steel fibre-reinforced concrete jacket. Eng. Struct. 240 (2021).
Mansour, W., Li, W., Wang, P. & Badawi, M. Experimental and numerical evaluations of the shear performance of recycled aggregate RC beams strengthened using CFRP sheets. Eng. Struct. 301 (2024).
Xiao, J., Cheng, Z., Zhou, Z. & Wang, C. Structural engineering applications of recycled aggregate concrete: Seismic performance, guidelines, projects and demonstrations. Case Stud. Constr. Mater. 17 (2022).
Wang, C., Xiao, J., Zhang, C. & Xiao, X. Structural health monitoring and performance analysis of a 12-story recycled aggregate concrete structure. Eng. Struct. 205 (2020).
Basit, A. et al. Impact of recycled concrete and brick aggregates on the flexural and bond performance of reinforced concrete. Appl. Sci. (Switzerland) 14 (2024).
Sivamani, J., Thurvas Renganathan, N. & Palaniraj, S. Enhancing the quality of recycled coarse aggregates by different treatment techniques-a review. https://doi.org/10.1007/s11356-021-16428-3/Published
Dimitriou, G., Savva, P. & Petrou, M. F. Enhancing mechanical and durability properties of recycled aggregate concrete. Constr. Build. Mater. 158, 228–235 (2018).
Prasad, D., Pandey, A. & Kumar, B. Sustainable production of recycled concrete aggregates by lime treatment and mechanical abrasion for M40 grade concrete. Constr. Build. Mater. 268 (2021).
Savva, P., Ioannou, S., Oikonomopoulou, K., Nicolaides, D. & Petrou, M. F. A mechanical treatment method for recycled aggregates and its effect on recycled aggregate-based concrete. Materials 14 (2021).
Pandurangan, K., Dayanithy, A. & Om Prakash, S. Influence of treatment methods on the bond strength of recycled aggregate concrete. Constr. Build. Mater. 120, 212–221 (2016).
Wu, H. et al. Utilizing heat treatment for making low-quality recycled aggregate into enhanced recycled aggregate, recycled cement and their fully recycled concrete. Constr. Build. Mater. 394 (2023).
Thaue, W., Iwanami, M., Nakayama, K. & Yodsudjai, W. Influence of acetic acid treatment on microstructure of interfacial transition zone and performance of recycled aggregate concrete. Constr. Build. Mater. 417 (2024).
Tam, V. W. Y., Tam, C. M. & Le, K. N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 50, 82–101 (2007).
Katz, A. Treatments for the improvement of recycled aggregate. J. Mater. Civ. Eng. 16, 597–603 (2004).
Bhasya, V. &Bharatkumar, B. H. Mechanical and durability properties of concrete. ACI Mater. J. 115, 209–217 (2018).
Lal Chauhan, B. & Jail Singh, G. Sustainable development of recycled concrete aggregate through optimized acid-mechanical treatment: A simplified approach. Constr. Build. Mater. 399 (2023).
Kou, S. C. & Poon, C. S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 32, 649–654 (2010).
Zhu, Y. G., Kou, S. C., Poon, C. S., Dai, J. G. & Li, Q. Y. Influence of silane-based water repellent on the durability properties of recycled aggregate concrete. Cem. Concr. Compos. 35, 32–38 (2013).
Geng, W. et al. Effect of epoxy resin surface-modified techniques on recycled coarse aggregate and recycled aggregate concrete. J. Build. Eng. 76 (2023).
Rostami, J., Khandel, O., Sedighardekani, R., Sahneh, A. R. & Ghahari, S. A. Enhanced workability, durability, and thermal properties of cement-based composites with aerogel and paraffin coated recycled aggregates. J. Clean. Prod. 297 (2021).
Kumar, A., Jail Singh, G., Chauhan, B. L. & Kumar, R. Strength and durability performance of recycled aggregate structural concrete with silica fume, furnace slag, and M-Fine. J. Mater. Civ. Eng. 36 (2024).
Kurad, R., Silvestre, J. D., de Brito, J. & Ahmed, H. Effect of incorporation of high volume of recycled concrete aggregates and fly ash on the strength and global warming potential of concrete. J. Clean. Prod. 166, 485–502 (2017).
Kou, S. C., Poon, C. S. & Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem. Concr. Compos. 33, 788–795 (2011).
Faysal, R. M., Maslehuddin, M., Shameem, M., Ahmad, S. & Adekunle, S. K. Effect of mineral additives and two-stage mixing on the performance of recycled aggregate concrete. J. Mater. Cycles Waste Manag. 22, 1587–1601 (2020).
Verma, A., Sarath Babu, V. & Arunachalam, S. Influence of mixing approaches on strength and durability properties of treated recycled aggregate concrete. Struct. Concr. 22, E121–E142 (2021).
Tam, V. W. Y. & Tam, C. M. Diversifying two-stage mixing approach (TSMA) for recycled aggregate concrete: TSMAs and TSMAsc. Constr. Build. Mater. 22, 2068–2077 (2008).
Sharma, H., Sharma, S. K., Ashish, D. K., Adhikary, S. K. & Singh, G. Effect of various bio-deposition treatment techniques on recycled aggregate and recycled aggregate concrete. J. Build. Eng. 66 (2023).
Wang, R., Jin, P., Ding, Z. & Zhang, W. Surface modification of recycled coarse aggregate based on microbial induced carbonate precipitation. J. Clean. Prod. 328 (2021).
Wang, J. et al. Microbial carbonate precipitation for the improvement of quality of recycled aggregates. J. Clean. Prod. 156, 355–366 (2017).
Li, Y., Zhang, S., Wang, R., Zhao, Y. & Men, C. Effects of carbonation treatment on the crushing characteristics of recycled coarse aggregates. Constr. Build. Mater. 201, 408–420 (2019).
Katz, A. Properties of concrete made with recycled aggregate from partially hydrated old concrete. Cem. Concr. Res. 33, 703–711 (2003).
Hu, H. et al. Mechanical properties, drying shrinkage, and nano-scale characteristics of concrete prepared with zeolite powder pre-coated recycled aggregate. J. Clean. Prod. 319 (2021).
Shaban, W. M. et al. Effect of pozzolan slurries on recycled aggregate concrete: Mechanical and durability performance. Constr. Build. Mater. 276 (2021).
Zhang, H., Zhang, C., He, B., Yi, S. & Tang, L. Recycling fine powder collected from construction and demolition wastes as partial alternatives to cement: A comprehensive analysis on effects, mechanism, cost and CO2 emission. J. Build. Eng. 71 (2023).
Costafreda, J. L. et al. Diatomites from the Iberian Peninsula as Pozzolans. Materials 16 (2023).
Kastis, D., Kakali, G., Tsivilis, S. & Stamatakis, M. G. Properties and hydration of blended cements with calcareous diatomite. Cem. Concr. Res. 36, 1821–1826 (2006).
Zheng, H. et al. Durability enhancement of cement-based repair mortars through waterborne polyurethane modification: Experimental characterization and molecular dynamics simulations. Constr. Build. Mater. 438 (2024).
Zheng, H. et al. Unveiling the dissolution mechanism of calcium ions from CSH substrates in Na2SO4 solution: Effects of Ca/Si ratio. Appl. Surf. Sci. 680 (2025).
Attia, M. M., Mahmoud, M., Attia, M. & Shawky, S. M. M. Banana fiber reinforced concrete: A review. http://www.sciencepub.net/newyork
Firasath Ali, M., Haseeb Ali, S., Tanveer Ahmed, M. & Patel, K. S. & Wahib Ali, M. Study on strength parameters of concrete by adding Banana fibers. Int. Res. J. Eng. Technol. (2020).
Ali, B. et al. Investigation of physical, strength, and ductility characteristics of concrete reinforced with banana (Musaceae) stem fiber. J. Build. Eng. 61 (2022).
Mugume, R. B., Karubanga, A. & Kyakula, M. Impact of addition of banana fibres at varying fibre length and content on mechanical and microstructural properties of concrete. Adv. Civ. Eng. (2021).
Prakash Chandar, S. et al. Experimental investigation on the mechanical properties of concrete mixed with banana stem fiber as well as hybrid steel fiber. Rasayan J. Chem. 11, 640–646 (2018).
Hasan, M., Saidi, T., Mubarak, A. & Jamil, M. Effect of calcined diatomaceous earth, polypropylene fiber, and glass fiber on the mechanical properties of ultra-high-performance fiber-reinforced concrete. J. Mech. Behav. Mater. 32 (2023).
Ashraf, M. J., Idrees, M. & Akbar, A. Performance of silica fume slurry treated recycled aggregate concrete reinforced with carbon fibers. J. Build. Eng. 66 (2023).
ASTM D3822-01. Standard test method for tensile properties of single textile fibers 1 (2001).
Subramanya, R., Satyanarayana, K. G. & Shetty Pilar, B. Evaluation of structural, tensile and thermal properties of banana fibers. J. Nat. Fibers 14, 485–497 (2017).
Zhang, H. et al. Utilizing diatomaceous earth (DE) as a surface-treating agent of recycled aggregate (RA) for the performance modification of recycled aggregate concrete. Mater. Struct./Mater. Constr. 57 (2024).
IS 516. Testing of Strength of Hardened Concrete Sect. 1 Compressive, Flexural, and Split Tensile Strength. www.standardsbis.in. (2021).
Bureau of Indian Standards. IS 2386-3 (1963): Methods of Test for Aggregates for Concrete, Part 3: Specific Gravity, Density, Voids, Absorption and Bulking.
Arumugam, C., Arumugam, G. S., Ganesan, A. & Muthusamy, S. Mechanical and water absorption properties of short banana fiber/unsaturated polyester/molecular sieves + ZnO nanorod hybrid nanobiocomposites. ACS Omega 6, 35256–35271 (2021).
Yehia, S., Helal, K., Abusharkh, A., Zaher, A. & Istaitiyeh, H. Strength and durability evaluation of recycled aggregate concrete. Int. J. Concr. Struct. Mater. 9, 219–239 (2015).
IS 383. Course and fine aggregate for concrete, Bureau of Indian standard, New Delhi. (2016).
Zheng, H. et al. Reaction molecular dynamics study of calcium alumino-silicate hydrate gel in the hydration deposition process at the calcium silicate hydrate interface: The influence of Al/Si. J. Build. Eng. 86 (2024).
Baltakys, K., Jauberthie, R., Siauciunas, R. & Kaminskas, R. Influence of modification of SiO2 on the formation of calcium silicate hydrate. Mater. Sci.-Poland 25 (2007).
Mota dos Santos, A. A. & Cordeiro, G. C. Investigation of particle characteristics and enhancing the pozzolanic activity of diatomite by grinding. Mater. Chem. Phys. 270 (2021).
Zhang, J. et al. Performance enhancement of recycled concrete aggregates through Carbonation. J. Mater. Civ. Eng. 27 (2015).
Swathi, V. & Asadi, S. S. Structural performance of hybrid fibres based concrete: Mechanical, durability and microstructural properties. Sustain. Futur. 4 (2022).
Odero, B. J., Mutuku, R. N., Nyomboi, T. & Gariy, Z. A. Contribution of surface treatment on physical and mechanical properties of recycled concrete aggregates. Adv. Civ. Eng. 2022 (2022).
Allal, M., Zeghichi, L. & Siline, M. Optimization of the recycled aggregate processing using the full factorial design approach, chemical, physical and microstructural characterization of treated aggregates by pre-coated with cementitious paste. J. Build. Eng. 94 (2024).
Ali, B., Raza, S. S., Hussain, I. & Iqbal, M. Influence of different fibers on mechanical and durability performance of concrete with silica fume. Struct. Concr. 22, 318–333 (2021).
Liang, N., Geng, S., Mao, J., Liu, X. & Zhou, X. Investigation on cracking resistance mechanism of basalt-polypropylene fiber reinforced concrete based on SEM test. Constr. Build. Mater. 411 (2024).
Ergün, A. Effects of the usage of diatomite and waste marble powder as partial replacement of cement on the mechanical properties of concrete. Constr. Build. Mater. 25, 806–812 (2011).
Li, C. et al. The effects of diatomite as an additive on the macroscopic properties and microstructure of concrete. Materials 16 (2023).
Shan, H., Yu, Z. & Strength chloride ion penetration, and nanoscale characteristics of concrete prepared with nano-silica slurry pre-coated recycled aggregate. Buildings 12 (2022).
Gao, S., Guo, J., Gong, Y., Ban, S. & Liu, A. Study on the penetration and diffusion of chloride ions in interface transition zone of recycled concrete prepared by modified recycled coarse aggregates. Case Stud. Constr. Mater. 16 (2022).
More, F. M. D. S. & Subramanian, S. S. Impact of fibres on the mechanical and durable behaviour of fibre-reinforced concrete. Buildings 12 (2022).
Alex, A. G., Jose, P. A., Antony, M. R. & Dhanalakshmi, K. The effect of partial replacement of cement with Diatomaceous Earth (DE) and polypropylene fibers (PPF) on fresh, hardened, and durability properties of concrete. Int. J. Concr. Struct. Mater. 18 (2024).
Afroughsabet, V. & Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 94, 73–82 (2015).
Rajkohila, A. & Prakash Chandar, S. & Panruti Thangaraj Ravichandran. Assessing the effect of natural fiber on mechanical properties and microstructural characteristics of high strength concrete. Ain Shams Eng. J. 15 (2024).
Kazmi, S. M. S. et al. Effect of recycled aggregate treatment techniques on the durability of concrete: A comparative evaluation. Constr. Build. Mater. 264 (2020).
Datta, S. D., Sobuz, M. H. R., Akid, A. S. M. & Islam, S. Influence of coarse aggregate size and content on the properties of recycled aggregate concrete using non-destructive testing methods. J. Build. Eng. 61 (2022).
Zheng, H. et al. Mechanical properties and microstructure of waterborne polyurethane-modified cement composites as concrete repair mortar. J. Building Eng. 84 (2024).
Wang, R., Yu, N. & Li, Y. Methods for improving the microstructure of recycled concrete aggregate: A review. Constr. Build. Mater. 242 https://doi.org/10.1016/j.conbuildmat.2020.118164 (2020).
Siletani, A. H., Asayesh, S., Shirzadi Javid, A. A., Habibnejad Korayem, A. & Ghanbari, M. A. Influence of coating recycled aggregate surface with different pozzolanic slurries on mechanical performance, durability, and micro-structure properties of recycled aggregate concrete. J. Build. Eng. 83 (2024).
Letelier, V., Hott, F., Bustamante, M. & Wenzel, B. Effect of recycled coarse aggregate treated with recycled binder paste coating and accelerated carbonation on mechanical and physical properties of concrete. J. Build. Eng. 82 (2024).
Limbachiya, M., Meddah, M. S. & Ouchagour, Y. Use of recycled concrete aggregate in fly-ash concrete. Constr. Build. Mater. 27, 439–449 (2012).
Wang, L. et al. Consolidating recycled concrete aggregates using phosphate solution. Constr. Build. Mater. 200, 703–712 (2019).
Shi, C., Wu, Z., Cao, Z., Ling, T. C. & Zheng, J. Performance of mortar prepared with recycled concrete aggregate enhanced by CO2 and pozzolan slurry. Cem. Concr. Compos. 86, 130–138 (2018).
Katkhuda, H. & Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr. Build. Mater. 140, 328–335 (2017).
Ryou, J. & Lee, Y. S. Characterization of recycled coarse aggregate (RCA) via a surface coating method. Int. J. Concr. Struct. Mater. 8, 165–172 (2014).
Acknowledgements
The authors gratefully acknowledge the Indian Institute of Technology Indore, Department of Civil Engineering, for their support of the laboratory facilities for this article. Acknowledgment is also extended to Arba Minch University and the Joint Ph.D. Program of the Ministry of Education, Ethiopia, and the Ministry of Innovation and Technology, Ethiopia, for enabling the joint supervision program between Arba Minch University and IIT Indore. Additionally, the authors acknowledge the sophisticated Instrumentation Center (SIC) at IIT Indore for providing the necessary instrumentation.
Author information
Authors and Affiliations
Contributions
Conceptualization, HM. D, S. C, MN. H and R. K.; Data curation, HM. D, S. C, MN. H and R. K.; Analysis and Validation, HM. D, S. C, MN. H and R. K.; Formal analysis, HM. D, S. C, MN. H and R. K; Investigation, HM. D, S. C, MN. H and R. K.; Methodology, HM. D, S. C, MN. H and R. K.; Project administration, K.R. Resources, HM. D, S. C, MN. H and R. K.; Software, HM. D, S. C, MN. H and R. K., Supervision, K. R.; Validation, HM. D, S. C, MN. H and R. K.; Visualization, HM. D, S. C, MN. H and R. K.; Writing—original draft, HM. D, S. C, MN. H and R. K., Data Visualization, Editing and Rewriting, HM. D, S. C, MN. H and R. K.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Dicha, H.M., Chaudhary, S., Husain, M.N. et al. Banana fibre-reinforced diatomaceous earth slurry treatment of recycled aggregate for enhanced structural concrete performance. Sci Rep 15, 4717 (2025). https://doi.org/10.1038/s41598-024-84762-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-84762-w
