 PDF(3464 KB)
PDF(3464 KB)

激光选区熔化热输入参数对Inconel 718合金温度场的影响
张亮, 吴文恒, 卢林, 倪晓晴, 何贝贝, 杨启云, 祝国梁, 顾芸仰
材料工程 ›› 2018, Vol. 46 ›› Issue (7) : 29-35.
PDF(3464 KB)
PDF(3464 KB)
激光选区熔化热输入参数对Inconel 718合金温度场的影响
Effect of Heat Input Parameters on Temperature Field in Inconel 718 Alloy during Selective Laser Melting
 ({{custom_author.role_en}}), {{javascript:window.custom_author_en_index++;}}
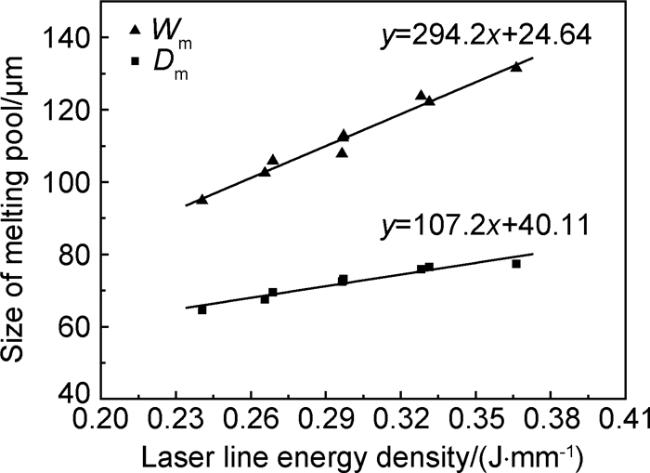
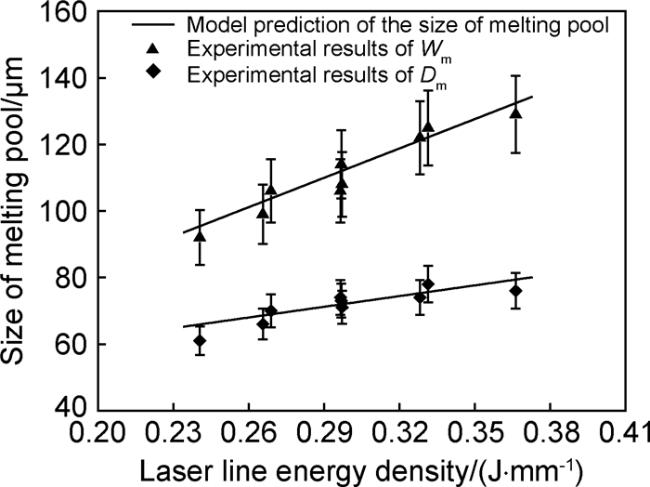
({{custom_author.role_en}}), {{javascript:window.custom_author_en_index++;}}采用有限元模拟及实验验证相结合的方法,通过模拟随温度变化的粉体层和已凝固合金层的热物理参数转化及激光往复扫描过程等,研究了不同激光扫描速率和功率条件下,制件温度场分布、熔池大小的变化规律。基于激光线能量密度的激光热输入综合参数,总结了Inconel 718合金激光选区熔化过程中熔池大小的预测方法。结果表明,在激光的作用下,温度场等温线分布呈现椭球型,同时椭球型向已凝固合金层偏移。在本次实验参数研究范围内,激光线能量密度与成型过程中熔池大小之间呈线性增长关系。同时,本研究通过激光选区熔化设备制备了不同激光热输入条件下的Inconel 718合金试样,并对熔池大小进行了实验验证,所得实验数据与模型预测结果吻合良好。
This article combines the finite element simulation and experimental verification to study the effect of laser power and scanning velocity on the temperature distribution, and the size of molten pool during selective laser melting, through simulating the laser reciprocating scanning and transformation between powder material and solidified alloy during SLM. A temperature dependent thermal-mechanical properties of materials is considered, which includes the properties conversion between powder layer and solidified alloy. By presenting a comprehensive parameter of laser heat input-laser line energy density, the effect of line energy density on molten pool in Inconel 718 alloy is summarized, and the size of molten pool can be predicted. The results indicate that temperature field isotherm distribution presents as ellipsoid with the effect of moving laser, and in addition, ellipsoid shifts to solidified alloy layer. Within the scope of the study parameters, the laser line energy density and the size of molten pool during the deformation exhibit linear growth relationship. Furthermore, several Inconel 718 alloy specimens in different laser input conditions were produced using SLM equipments, in order to verify the simulated molten pool size. The result shows that experimental measurements are in good agreement with the model predictions.
激光选区熔化 / 有限元模拟 / 温度场 / 熔池大小 / Inconel 718合金 {{custom_keyword}} /
selective laser melting / finite element simulation / temperature field / size of molten pool / Inconel 718 alloy Inconel {{custom_keyword}} /
 (1)
(1) (2)
(2) (3)
(3) (4)
(4)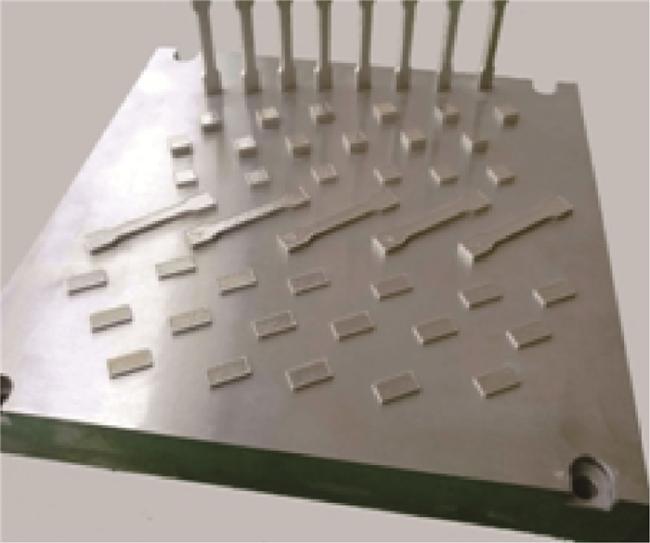
图 3 激光选区熔化过程不同扫描速率与激光功率条件下所制备的试样Fig.3 Fabricated specimens using selective laser meltingwith different thermal input parameters |
表 1 实验用Inconel 718合金成分(质量分数/%)Table 1 Chemical compositions of Inconel 718 alloy(mass fraction/%) |
| Fe | Cr | Nb | Mo | Ti | Al | C | Ni |
| 21.86 | 18.44 | 5.04 | 3.02 | 0.88 | 0.33 | 0.03 | Bal |
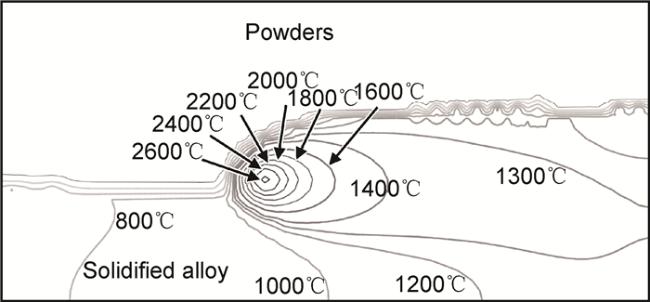
图 4 激光选区熔化过程温度场等温线分布模拟图(激光功率285W,扫描速率960mm/s,扫描路径2中部) Fig.4 Simulated temperature isothermal line during selectivelaser melting (laser power 285W, scanning speed960mm/s, middle of path 2) |
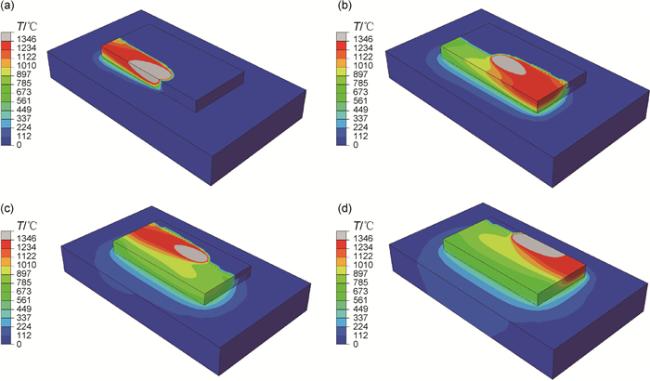
图 5 激光选区过程中同一铺粉层中不同时段内温度场分布情况, 灰色区域为熔池(激光功率285W,扫描速率960mm/s)(a)扫描路径1;(b)扫描路径2;(c)扫描路径3;(d)扫描路径4 Fig.5 Simulated temperature distributions during selective laser melting, gray area represents melting pool (laser power 285W, scanning speed 960mm/s) (a)path 1;(b)path 2;(c)path 3;(d)path 4 |
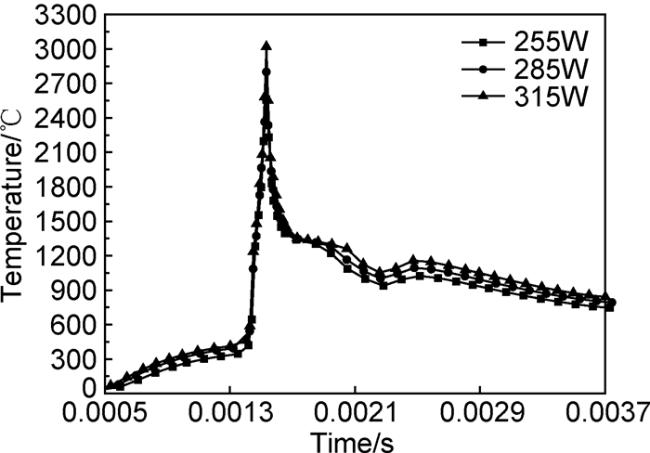
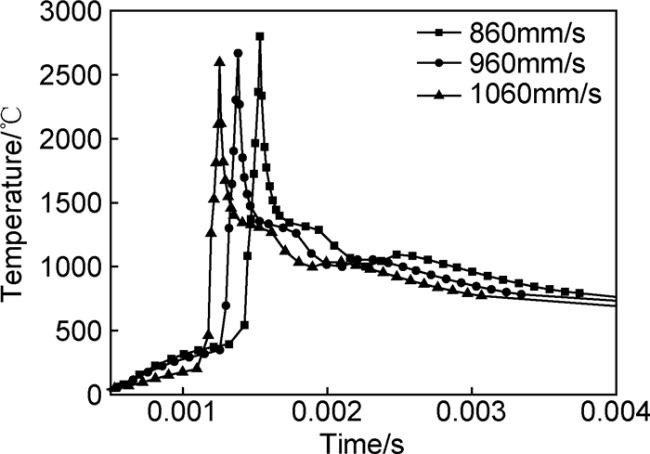
图 6 不同激光功率作用下温度随时间变化曲线(激光扫描速率为860mm/s) Fig.6 Time-dependent thermal cycle under different laser powers (the laser scanning speed is 860mm/s) |
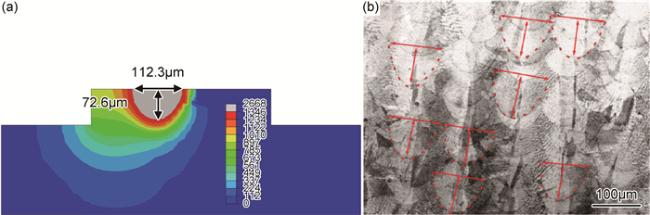
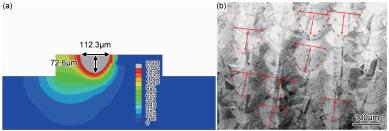
图 10 激光功率为285W,线扫描速率为960mm/s条件下激光选区熔化过程中熔池大小的模拟结果(a)及金相实验验证(b)Fig.10 Simulated results (a) of melting pool size during selective laser melting and OM experimental verification (b) under theconditions of laser power 285W and scanning speed 960mm/s |
 (5)
(5)| 1 |
齐欢. INCONEL 718(GH4169)高温合金的发展与工艺[J]. 材料工程, 2012, (8): 92- 100.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 2 |
宋宜四, 高万夫, 王超, 等. 热处理工艺对Inconel718合金组织、力学性能及耐蚀性能的影响[J]. 材料工程, 2012, (6): 37- 42.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 3 |
张永忠, 石力开. 激光快速成形镍基高温合金研究[J]. 航空材料学报, 2002, 22 (1): 22- 25.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 4 |
吴文恒, 张亮, 何贝贝, 等. 选择性激光熔化增材制造工艺过程模拟研究现状[J]. 理化检验-物理分册, 2016, 52 (10): 693- 697.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 5 |
肖猛. 直接激光烧结镍基高温合金的工艺研究[D]. 南京: 南京航空航天大学, 2006.
XIAO M. Research on direct laser metal sintering of nickel-based metal powder material[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2006.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 6 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 7 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 8 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 9 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 10 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 11 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 12 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 13 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 14 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 15 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 16 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 17 |
王忻凯, 邢丽, 徐卫平, 等. 工艺参数对铝合金搅拌摩擦增材制造成形的影响[J]. 材料工程, 2015, 43 (5): 8- 12.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 18 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 19 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 20 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 21 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 22 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 23 |
KELLER N, NEUGEBAUER F, XU H, et al. Thermo-mechanical simulation of additive layer manufacturing of titanium aerospace structures[C]//LightMAT, Bremen, Germany, 2013.
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| 24 |
{{custom_citation.content}}
{{custom_citation.annotation}}
|
| {{custom_ref.label}} |
{{custom_citation.content}}
{{custom_citation.annotation}}
|



 PDF(3464 KB)
PDF(3464 KB)
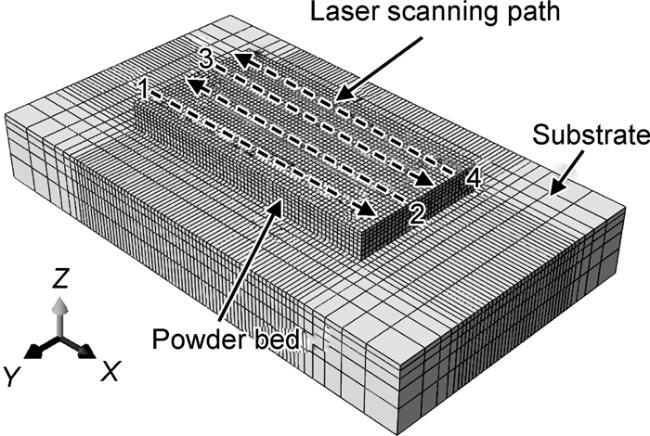
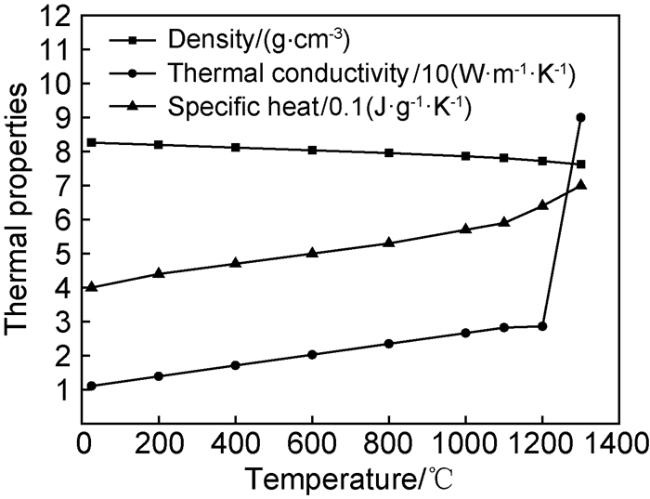
 图 1 激光选区熔化三维有限元热模型示意图图 2 模型中使用的随温度变化的Inconel 718合金热物理参数图 3 激光选区熔化过程不同扫描速率与激光功率条件下所制备的试样
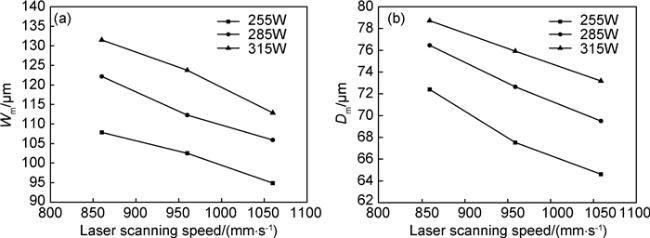
图 1 激光选区熔化三维有限元热模型示意图图 2 模型中使用的随温度变化的Inconel 718合金热物理参数图 3 激光选区熔化过程不同扫描速率与激光功率条件下所制备的试样 表 1 实验用Inconel 718合金成分(质量分数/%)图 4 激光选区熔化过程温度场等温线分布模拟图图 5 激光选区过程中同一铺粉层中不同时段内温度场分布情况, 灰色区域为熔池图 6 不同激光功率作用下温度随时间变化曲线图 7 不同激光扫描速率条件下温度随时间变化曲线图 8 不同激光热输入条件对熔池大小的影响(a)熔池宽度;(b)熔池深度图 9 不同激光线能量密度对于熔池大小模拟结果的影响图 10 激光功率为285W,线扫描速率为960mm/s条件下激光选区熔化过程中熔池大小的模拟结果(a)及金相实验验证(b)图 11 激光选区熔化过程不同激光线能量密度下熔池大小实验结果(图中数据点为实验金相测试结果)
表 1 实验用Inconel 718合金成分(质量分数/%)图 4 激光选区熔化过程温度场等温线分布模拟图图 5 激光选区过程中同一铺粉层中不同时段内温度场分布情况, 灰色区域为熔池图 6 不同激光功率作用下温度随时间变化曲线图 7 不同激光扫描速率条件下温度随时间变化曲线图 8 不同激光热输入条件对熔池大小的影响(a)熔池宽度;(b)熔池深度图 9 不同激光线能量密度对于熔池大小模拟结果的影响图 10 激光功率为285W,线扫描速率为960mm/s条件下激光选区熔化过程中熔池大小的模拟结果(a)及金相实验验证(b)图 11 激光选区熔化过程不同激光线能量密度下熔池大小实验结果(图中数据点为实验金相测试结果)/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}